
Introduction
The introduction of lead-free brass CW510 in the production of turned small parts for drinking water applications has highlighted new critical issues in machining on mechanical multi-spindle automatic lathes. Compared to traditional alloys, this material presents greater difficulty in chip management, directly impacting process stability and part dimensional quality.
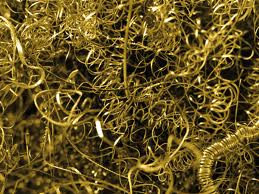
The presence of chips in the working area is one of the main factors limiting machine productivity, increasing the risk of cycle interruptions and significantly affecting production costs.
Production issues encountered
During machining, chips tend to accumulate near the tools and the workpiece, creating unstable operating conditions. This phenomenon can cause:
- tool breakage
- dimensional variations during the cycle
- difficulty in automated machine management
Under these conditions, continuous operator intervention is often required to perform frequent dimensional checks, manually remove chips from the working area, and interrupt production in case of anomalies.
In some cases, chip presence can generate unpredictable dimensional variations, making it necessary to fully inspect production to identify non-conforming parts.
Technical process analysis
Chip management requires a structured analysis of the production process aimed at identifying the main causes of the critical issues.
At the same time, it is necessary to analyze cutting conditions, tool type and condition, and material behavior during machining. Direct observation of chips and machined parts allows evaluation of the regularity of the material removal process and identification of any anomalies.
Machine intervention and process stabilization
Once the main causes have been identified, the initial intervention is focused on stabilizing the production process.
Activities focus on:
- improving chip evacuation conditions
- functional adaptation of the working area
- restoration of optimal tool conditions
Controlled tool sharpening and optimization of operating conditions allow improved chip flow and greater process stability.
During this phase, dimensional control gaps a fundamental role. The use of measuring instruments directly on the machine enables real-time monitoring of production trends and timely intervention in case of deviations.
This activity also allows the collection of useful data to evaluate:
- tool behavior
- cooling system effectiveness
- suitability of the coolant used
Structural process optimization
Once the process is stabilized, a structural optimization phase is carried out to permanently improve production performance and ensure full reliability over multiple shifts.
Interventions are defined in an integrated way, considering tools, machine cycle, and system kinematics, with particular attention to chip management and part dimensional stability.
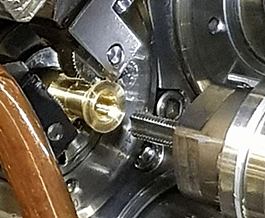
In this phase, custom-designed solutions play a key role, including the development of special cams capable of directly influencing machine kinematics. Through controlled modification of movements and operational sequences, chip evacuation from the cutting zone can be improved and production stability increased.
At the same time, the bar clamping system becomes essential. The use of main clamping collet designed to ensure high rigidity allows the material position to remain constant during machining, preventing micro-movements that could be amplified by chip presence in the cutting zone. This aspect is particularly critical in CW510 brass machining, where even minimal interference can generate instability.
The overall process optimization also includes:
- definition of the most suitable tool geometry for the material
- adjustment of operating conditions to maintain thermal stability
- improvement of chip formation and fragmentation
- revision of the machining cycle based on real production conditions
In complex environments, the integration of dedicated solutions—both in machine kinematics and clamping systems—enables effective and continuous chip evacuation, significantly improving process stability and final product quality.
RESULTS ACHIEVED
Process optimization, achieved through integrated interventions on tools, machine kinematics, and clamping systems, led to a significant reduction in initial critical issues.
In particular, the following results were obtained:
- improved chip evacuation from the cutting zone
- increased dimensional stability of the part
- reduction of tool breakages and manual interventions
- greater production continuity across multiple shifts
The introduction of dedicated solutions, such as cams designed to optimize machine kinematics and high-rigidity bar clamping systems, made it possible to stabilize the process even under critical operating conditions typical of CW510 brass machining.
Chip control and the stability of the tool–workpiece system proved to be decisive factors in achieving reliable and repeatable production.
CONCLUSION
CW510 brass machining on multi-spindle lathes requires an integrated technical approach, where chip control, dimensional stability, and machine kinematics management are closely interconnected.
The adoption of solutions specifically designed for the process, both in tooling and machine components, makes it possible to transform a critical condition into a stable and efficient operation.
In this context, elements such as cam design and bar clamping systems play a strategic role in ensuring long-term production continuity, precision, and process control.




Comments