SLIM-HVL Live centres Röhm, mount MT, small casing diameter and with extended centre point, body hardened and ground - tip angle 60°
(Incl. Tax: €261.57)
RÖHM HVL Slim live centre with extended 60° centre point, compact reduced-diameter body and hardened and ground construction. It is designed for counter-clamping workpieces on lathes, grinding machines and NC machines when the working area is restricted or the workpiece centre is low-lying. The maximum concentricity deviation of 0.008 mm supports precision, rigidity and stability even at high speeds.




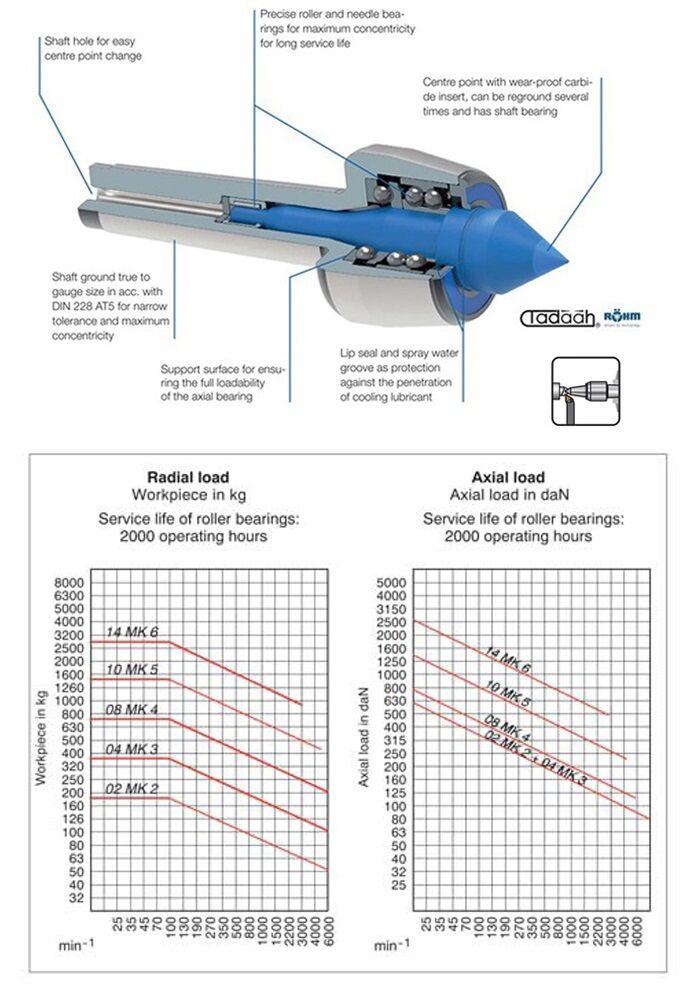
The RÖHM HVL Slim is a live centre with an extended centre point, compact reduced-diameter body and hardened and ground construction, designed for supporting, centring and counter-clamping workpieces during turning and grinding operations. The image shows a slim solution compared with conventional live centres, with a compact front body and an extended 60° centre point developed to improve accessibility in areas where the space between live centre, workpiece, tool, grinding wheel or clamping elements is limited.
The main function of the live centre is to keep the workpiece stable along its rotation axis, counteracting deflection, vibration and instability during cutting or grinding. The operator inserts the tapered shank into the machine tailstock or into a suitable holder, then brings the centre point into contact with the workpiece centre hole. As a live centre, the point rotates together with the machined component and reduces friction, heat generation and wear compared with a dead centre. This feature is especially important in continuous machining and in cycles where the workpiece must remain steadily supported throughout the operation.
The HVL Slim version differs from the standard H Slim version through its extended centre point, which makes it easier to reach the centre hole when the workpiece centre is recessed, low-lying or partially obstructed by the component geometry. This configuration is useful when machining shafts with shoulders, pins, rollers, components with different diameters, grooved parts, surfaces close to the live centre and workpieces where the contact area cannot be easily reached with a conventional live centre. The reduced outer diameter of the body also improves the available space around the workpiece, allowing the turning tool or grinding wheel to approach the machining area more effectively.
The application range includes conventional lathes, CNC lathes, cylindrical grinding machines and NC machines used for the production of precision mechanical components. It is suitable for automotive companies, grinding workshops, turning departments, machine tool manufacturers, industrial maintenance and toolrooms machining rotating components with high geometric requirements. The technical data visible in the image indicates a maximum concentricity deviation of 0.008 mm, an important value for reducing runout, vibration, unwanted taper, form errors and surface irregularities.
The live centre is not a measuring instrument and therefore has no reading resolution like a dial indicator, caliper or micrometer. However, its technical contribution is essential for process accuracy because it helps keep the workpiece axis aligned with the machine rotation axis. In turning and grinding, unstable support, a worn point, a damaged centre hole or misalignment between spindle and tailstock can cause roundness errors, cylindricity errors, vibration, poor surface finish, abnormal tool wear and increased scrap.
For correct use, the taper seat, machine socket, centre point and centre hole should always be clean. Chips, abrasive dust, oil residues or contamination can compromise contact and generate concentricity errors. Before machining, the operator should check spindle-to-tailstock alignment, correct centre height, the condition of the centre hole and the applied thrust force. Insufficient thrust can cause vibration and instability, while excessive pressure can overload the bearings, deform thin workpieces or negatively affect the final geometry.
In precision machining, it is also useful to evaluate possible positioning play in the machine tailstock, transmission play, the condition of the tailstock quill, rigidity of the clamping system and possible workpiece deflection. These factors directly affect concentricity, roundness, cylindricity and surface quality. The compact structure of the RÖHM HVL Slim improves operating access, but the live centre must always be selected according to workpiece weight, rotation speed, centre hole geometry, available working distance and the overall condition of the machine tool.
The RÖHM HVL Slim is therefore a professional live centre for applications where precision, accessibility and rigidity are essential. The combination of compact reduced-diameter body, extended 60° centre point, hardened and ground construction and maximum concentricity deviation of 0.008 mm makes it suitable for machining in restricted spaces, low-lying workpiece centres, precision turning and grinding, and the production of shafts and mechanical components where axial support must remain stable without limiting tool access to the working area.
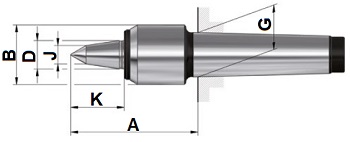
HVL Slim - Extended centre point, with small casing diameter and extended centre point, body hardened and ground - tip angle 60°
| Parameter | 362080 | 362081 | 362082 | 362083 | 362084 |
|---|---|---|---|---|---|
| Mount MT | 2 | 3 | 4 | 5 | 6 |
| A mm | 73 | 74 | 88,5 | 119 | 164 |
| B mm | 32 | 34 | 42 | 58 | 80 |
| D mm | 15 | 15 | 20 | 30 | 42 |
| G mm | 17,78 | 23,825 | 31,267 | 44,399 | 63,348 |
| K mm | 29,5 | 32 | 37,5 | 51,5 | 70,5 |
| J mm | 10 | 11 | 13 | 14 | 18 |
| Weight approx. g | 320 | 460 | 1000 | 2600 | 7100 |
| Workpiece weight max. kg | 170 | 340 | 700 | 1400 | 3000 |
| Concentricity deviation max. mm | 0,008 | 0,008 | 0,008 | 0,01 | 0,02 |
| Speed max. min-1 | 7000 | 7000 | 6300 | 4300 | 3000 |
- Brand:
- ROHM
- Typology:
- Extended centre point




