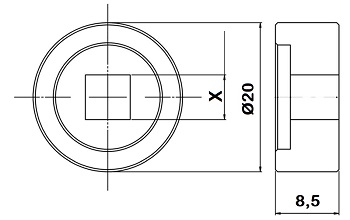
POLIANGOLAR Standard Broach EG20 sintered for external use - square - to be used with Broaching Machine 0200E - 0500E, diameter to choose.
(Incl. Tax: €296.70)



The Poliangolar square broaches designed for the 0200E - 0500E broaching tool are an excellent choice for precision machining on external slots.
For heavy-duty machining, Poliangolar tools can also be supplied On request with TIN-PVD coating: suitable for machining soft materials, it reduces tool wear and the tendency to seize.
For the machining of abrasive and very hard materials, we offer the top-of-the-range 'POLY' coating on request, which is particularly suitable for machining stainless steel and under heavy thermal loads.
Key features:
Compatibility: Specifically designed for the 0200E and 0500E model, they ensure quick and secure assembly thanks to standardized attachments, such as Weldon, ISO, HSK and others.
Workable materials: Suitable for different types of metals, they are particularly effective on materials such as steel, aluminum and brass.
Precise tolerances: They ensure uniform and precise results thanks to the construction quality that characterizes the Poliangolar tools.
Durability and maintenance: They can be resharpened, extending their operating life and ensuring constant performance.
These tools stand out for their ability to maintain high quality standards and simplify the production of complex mechanical components.
Helpful Troubleshooting Tips:
If your machine tool trips or stalls, it could be due to an off-center mounting on the part or excessive chip buildup. To resolve, check the centering of the machine and reduce the chip buildup by increasing the pre-hole for internal broaching or decreasing the pre-turn diameter for external broaching.
If the broach is slipping and leaving marks, this could be caused by the broach bouncing on the surface of the part when it first makes contact. To resolve, reduce the speed to 50-100 RPM (at the same feed) during the first contact, then increase the speed to the work speed once the broach is fully in the part. Also consider leaving some stock to remove after broaching.
If the broach is tight and the work is tightening to the depth, excessive chip buildup is a possible cause. To reduce this buildup, it is recommended to increase the pre-hole for internal broaching and decrease the pre-turn diameter for external broaching. To prevent screwed-in machining, use the orientation lever. If this is not possible, the feed can be increased.
If the broach is chipping and has a short life, the causes could be an off-center mounting of the fixture, an inadequately prepared workpiece, or incorrect speed and feed. To avoid this, make sure the machine is centered correctly, that the pre-hole is sufficiently wide and deep, and adjust the speed and feed, reducing the revolutions at the first contact between the broach and the workpiece.
If the machining is off-center and the teeth are wider on one side, the causes could be an off-center mounting of the fixture or the workpiece flexing. To resolve, it is essential to check the centering of the machine tool. Also, during the first contact between the workpiece and the broach, reduce the speed to 50-100 RPM while maintaining the same feed. Support the workpiece so that it does not flex during machining.
To prevent the chip from remaining at the bottom of the workpiece during broaching, it is essential to provide a relief groove at the end of the working depth and remove the residual material with the pre-hole tool at the end of the operation.
Sintered tools are made through a process that compacts metal powders at high temperatures, improving their hardness, resistance and precision. This process allows for the production of cutting tools and components that are highly resistant to wear, ideal for high-performance machining. Thanks to their high hardness and reliability, sintered tools are perfect for industrial applications that require precision and durability over time.
- Brand:
- POLIANGOLAR
- Typology:
- External broach
- Lengt "L":
- 20mm
