GAETANO CAPORALI 5C.EP 5C - 385E double external and internal thread pliers in hexagonal inches, for clamping parts, 1/8 to 7/8 inch diameter
(Incl. Tax: €44.90)
The 5C collets series 385E for hexagonal profiles are elastic clamping collets designed for accurate holding of hexagonal bars and shaped components on lathes, machine tools and 5C-compatible systems. The internal hexagonal profile ensures stable grip on the flat faces of the workpiece, repeatable centering and reduced slipping during rotation. With 87 mm overall length, Ø31.75 mm body diameter, Ø37.3 mm front diameter and 10°3' taper angle, they are ideal for turning, reworking, drilling, threading and CNC machining of hexagonal parts.


The 5C collets series 385E for hexagonal profiles are elastic clamping collets designed for the accurate holding of hexagonal bars and hexagonal components on lathes, machine tools and clamping systems compatible with the 5C standard. They are used whenever the workpiece must be held securely, repeatably and correctly aligned with the rotation axis during turning, reworking, secondary milling, drilling, threading, grinding, dimensional inspection and machining of preformed parts.
Unlike 5C collets for round diameters, this version is dedicated to hexagonal profiles. The internal geometry follows the shape of the workpiece and provides more consistent contact on the flat faces of the hexagon, improving stability compared with general-purpose jaws or non-shaped clamping systems. This is particularly important when the component must maintain a precise orientation, when slipping during rotation must be avoided or when machining hexagonal bar stock for nuts, fittings, spacers, special pins, threaded elements, precision small parts and secondary operations.
The 5C system is widely used in machine shops because it combines accuracy, fast workpiece changeover and compatibility with a wide range of tooling. The collet works through controlled elastic deformation: when it is pulled into the collet chuck or draw-in device, the front taper seats against the matching taper and the elastic slotted sections close radially around the workpiece. In the hexagonal version, this closing action acts directly on the shaped profile, improving grip on the flat faces and helping keep the workpiece centered and stable during machining.
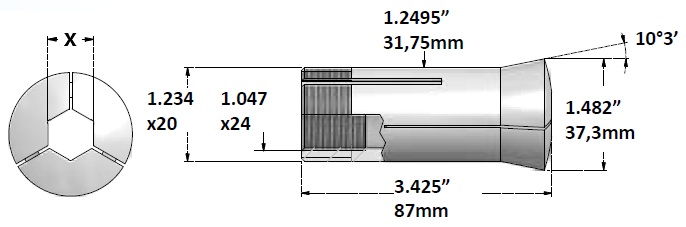
The technical drawing shows the main geometric features of the 385E series: external thread 1.238" x 20, internal thread 1.047" x 24, overall length 3.425" / 87 mm, body diameter 1.249" / 31.75 mm, front diameter 1.482" / 37.3 mm and taper angle 10°3'. The size progression is shown in inches with 0.016" increments, starting from profile size X = 1/8" up to X = 7/8". These dimensions define compatibility with collet chucks, drawbars, quick closers, bench fixtures, draw-in systems and machine tools designed for the 5C standard.
Selecting the correct size is essential. Dimension X must match the actual size of the hexagonal profile to be clamped. An oversized fit reduces contact area and may cause vibration, slipping or poor repeatability; an undersized fit may prevent correct closing, deform the workpiece or overstress the elastic collet sections. For precision machining, the actual hexagon size should be checked with suitable measuring instruments, taking into account material tolerance, surface treatments, burrs, oxidation or profile deformation.
The main advantage of 5C hexagonal collets is the ability to clamp shaped bar stock quickly while maintaining better stability than universal clamping systems. On CNC lathes and automatic lathes, these collets support repetitive production from hexagonal bar, reducing setup time and improving positioning consistency. On manual lathes, they help operators perform reworking, chamfering, threading, axial drilling and end machining with a secure grip. On bench fixtures, indexers or special devices, they can be used to hold the workpiece during secondary machining or inspection.
Typical applications include machining hexagonal bars for nuts, hydraulic and pneumatic fittings, spacers, threaded hex components, tooling parts, industrial maintenance components, technical small parts, fastening elements and mechanical parts requiring clamping on a non-round profile. In workshop use, the collet is selected when speed, concentricity, workpiece orientation and vibration reduction are required compared with a standard three-jaw chuck or other general-purpose workholding systems.
Compatibility with the 5C system allows use with collet chucks, manual drawbars, pneumatic or hydraulic draw-in systems, quick closers, bench fixtures, rotary tables, indexers and special workholding devices. Before use, it is important to verify that the thread, collet length, front taper and draw-in system are correctly matched with the machine or fixture. Incorrect compatibility may cause uneven closing, reduced accuracy, abnormal wear or insufficient clamping.
For best results, both the collet and its seat must be kept clean. Chips, metal dust, heavy oil, oxidation or residues on the tapered surfaces can compromise seating and generate runout errors. It is good practice to clean the collet before installation, check the elastic slots, ensure that the internal profile is free from dents or burrs and lightly lubricate threaded areas when required by the tooling procedure. The collet chuck seat must also be free from residues, because even small particles can affect axial alignment.
During clamping, the workpiece must be inserted with sufficient gripping length to ensure stability. Insufficient insertion can cause vibration, bending, loss of accuracy or slipping, especially during heavy cutting or machining of tough materials. Clamping should be progressive and proportional: too little force may allow the part to move, while excessive force may deform the hexagonal profile or unnecessarily stress the collet. When working with long or protruding parts, overhang should be reduced or supports, tailstocks or steady rests should be used according to the machine and operation.
Accuracy and repeatability are influenced by the quality of the clamped material, the actual tolerance of the hexagonal profile, cleanliness of the seat, wear of the collet holder, condition of the drawbar, correct closing of the collet, workpiece overhang and type of machining operation. In high-precision work, runout should be checked with a dial indicator, the workpiece should be tested for slipping or rotation under clamping load and the collet should be replaced when visible wear, deformation or loss of elasticity is present.
The 5C collets series 385E for hexagonal profiles are intended for CNC operators, turners, toolmakers, precision machine shops, industrial production departments, mechanical maintenance teams, machine tool builders and setup technicians. They are an effective solution for clamping, centering and machining hexagonal bars or shaped components with precision, stability and repeatability, improving workholding quality and reducing positioning time compared with less specific clamping systems.
5C Collets - 385E - Technical Data
| Parameter | Value |
|---|---|
| Series | 5C |
| Model | 385E |
| Bore shape X | Hexagonal |
| Starting X diameter | 1/8" |
| Maximum X diameter | 7/8" |
| Inch progression | 0.016" |
| Body diameter | 1.249" / 31,75 mm |
| Overall length | 3.425" / 87 mm |
| Head diameter | 1.482" / 37,3 mm |
| External threaded dimension | 1.23" x20 |
| Internal threaded dimension | 1.047" x24 |
| Taper angle | 10°3' |
- Brand:
- GAETANO CAPORALI
- Application:
- Hexagonal
- Typology:
- Double thread
- Code:
- 385E

