Live centres Röhm CONTROL, mount MT, with pressure display and length compensation as counter-centre for face drivers, body hardened and ground - tip angle 60°
(Incl. Tax: €915.49)
RÖHM H Control standard live centre with pressure display and axial length compensation. It is designed for controlled counter-clamping of workpieces on lathes, grinding machines and NC machines. The hardened and ground body, 60° centre point and maximum concentricity deviation of 0.01 mm support stability, safety and reduced workpiece deformation.




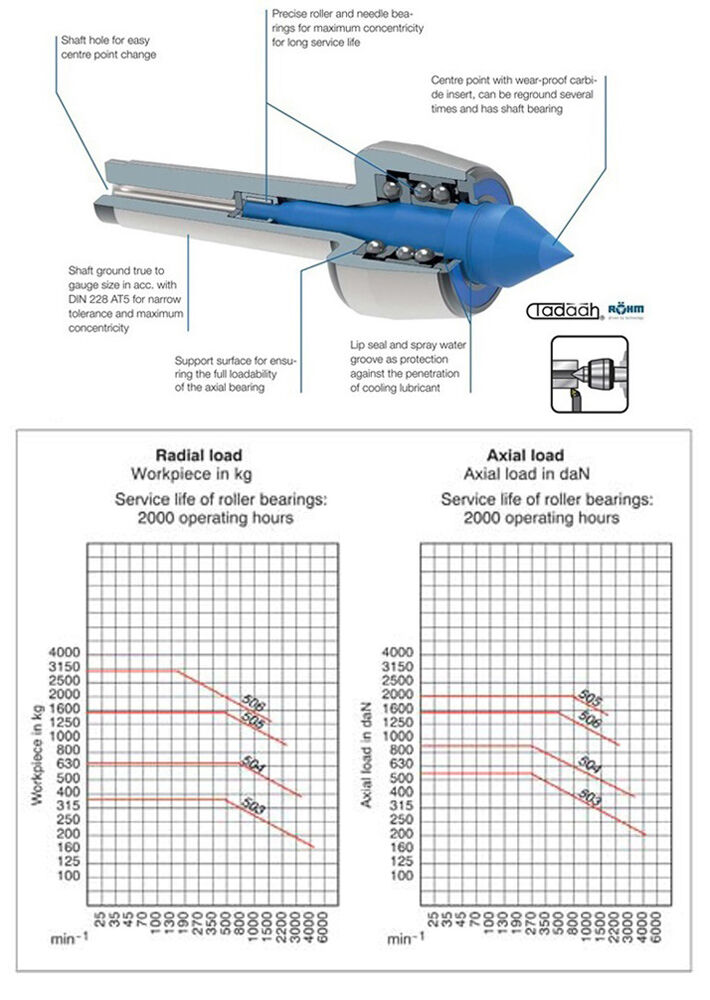
The RÖHM H Control is a standard live centre with integrated pressure display and axial length compensation, designed for controlled support, centring and counter-clamping of workpieces during turning and grinding operations. The image shows a robust construction with a hardened and ground body, 60° centre point and pressure control unit mounted on the upper part of the body. This configuration is intended for applications where supporting the workpiece is not enough and the axial load applied by the live centre must also be controlled to ensure stability without deforming the component.
The main function of the live centre is to keep the workpiece stable along its rotation axis, reducing deflection, vibration and instability during cutting or grinding. The operator inserts the tapered shank into the machine tailstock or into a suitable holder, then brings the 60° centre point into contact with the workpiece centre hole. As a live centre, the point rotates together with the machined component and reduces friction, heat generation and wear compared with a dead centre. The technical difference of the H Control version is the possibility of monitoring the axial load by means of the pressure display, making correct and repeatable thrust adjustment easier.
The pressure display allows fast checking of the clamping force and helps the operator avoid two critical conditions: insufficient thrust, which can cause vibration, loss of stability and reduced concentricity, or excessive thrust, which can deform the workpiece, overload the bearings, alter the final geometry or negatively affect surface finish. This is especially important when machining long shafts, slender components, thin-walled parts, ground workpieces or components where tailstock pressure must be carefully controlled.
Length compensation provides an additional technical advantage because it allows the live centre to absorb small axial variations during machining. These variations may be caused by thermal expansion of the workpiece, settling of the machine-tool-workpiece system, contact differences in the centre hole or load changes during the cycle. Correct compensation helps maintain a more constant support pressure, improving clamping safety and reducing the risk of elastic deformation or geometric errors.
The application range includes conventional lathes, CNC lathes, cylindrical grinding machines and NC machines for precision machining. The RÖHM H Control is particularly suitable for automotive applications, precision engineering, machine building, industrial maintenance, subcontract grinding and production departments requiring process control. It is also suitable as a counter-centre for face drivers, where the axial load must be set correctly to ensure motion transmission without damaging or deforming the workpiece.
The technical information visible in the image indicates a maximum concentricity deviation of 0.01 mm. This value is important for reducing runout, vibration, unwanted taper, roundness errors, cylindricity defects and surface irregularities. The live centre is not a dimensional measuring instrument and therefore does not have a reading resolution for dimensions, diameters or tolerances like a dial indicator, caliper or micrometer. However, the integrated pressure control system provides a useful operating reference for setting and repeating the axial load, contributing to process stability and machining quality.
For correct use, the taper seat, machine socket, centre point and centre hole should always be clean. Chips, abrasive dust, oil residues or contamination can compromise contact and generate concentricity errors. Before machining, the operator should check spindle-to-tailstock alignment, correct centre height, the condition of the centre hole, the pressure shown on the display and the response of the axial compensation system. Incorrect adjustment can cause instability, deformation, abnormal wear or loss of repeatability.
In precision machining, it is also useful to evaluate positioning play in the machine tailstock, transmission play, the condition of the tailstock quill, clamping system rigidity, workpiece length and possible deflection during the cycle. These factors directly affect concentricity, roundness, cylindricity and surface quality. The RÖHM H Control is therefore a professional live centre for applications requiring axial support, load control, clamping safety and precision. The combination of hardened and ground body, 60° centre point, pressure display, length compensation and maximum concentricity deviation of 0.01 mm makes it suitable for technical machining operations where thrust control is essential to reduce deformation, scrap and process instability.
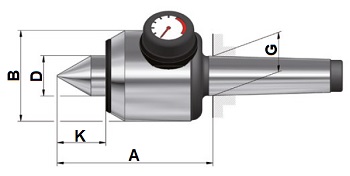
H Control - Standard design, with pressure display and length compensation as counter-centre for face drivers, body hardened and ground - tip angle 60°
| Parameter | 060798 | 060874 | 060906 | 060915 |
|---|---|---|---|---|
| Mount MT | 3 | 4 | 5 | 6 |
| A mm | 105 | 123,5 | 160,5 | 202 |
| B mm | 64 | 72 | 95 | 120 |
| D mm | 25 | 32 | 40 | 52 |
| G mm | 23,825 | 31,267 | 44,399 | 63,348 |
| K mm | 31 | 38,5 | 49 | 59 |
| Weight approx. g | 2100 | 3500 | 8300 | 17000 |
| Spring way max. mm | 1,6 | 2 | 1,8 | 2,7 |
| Axial load max. N | 5500 | 9000 | 15000 | 20000 |
| Workpiece weight max. kg | 400 | 800 | 1600 | 3200 |
| Concentricity deviation max. mm | 0,01 | 0,01 | 0,01 | 0,015 |
| Speed max. min-1 | 4000 | 3500 | 2500 | 1800 |
- Brand:
- ROHM
- Typology:
- Standard design 60°









