500.5xD Solid carbide twist drill bits coated with CRALINIT 5xD tip angle 140°, without lubrication holes, tip diameters from 2 to 20mm
(Incl. Tax: €35.38)
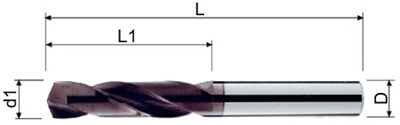
Solid carbide (HM) twist drills with CRALINIT coating for deep drilling up to 5xD without coolant holes. h7 cutting diameter and h6 shank for reliable clamping and concentricity on chip-removal machine tools. The CRALINIT coating improves wear resistance, lowers friction and helps prevent material build-up, enhancing tool life and surface finish. 140° point, suitable for common steels, cast iron, aluminum and stainless steel (HRC <52).




Solid carbide (HM) twist drills with CRALINIT coating, designed for drilling up to 5xD on lathes, mills, drilling machines and CNC machining centers. The 140° point supports stable entry and efficient chip evacuation; h7 cutting diameter and h6 shank tolerances improve concentric running and secure clamping. The CRALINIT coating helps reduce friction and built-up edge, increasing wear resistance and tool life. Configurable diameter range Ø2–Ø20 mm covers micro-drilling and standard production drilling. Suitable for common steels, cast iron, aluminum and stainless steel up to HRC <52. Industries: machine shops, automotive, aerospace, mold & die, metal fabrication, industrial maintenance and serial production.
Technical data
| Parameter | Value |
|---|---|
| Type | Solid carbide twist drill (HM) |
| Drilling depth | 5xD |
| Available diameters | Ø2 – Ø20 mm |
| Coolant holes | None |
| Coating | CRALINIT |
| Point geometry / Point angle | 140° |
| Tolerances | Cutting Ø h7 / shank h6 |
| Work materials (indicative) | Common steels, cast iron, aluminum, stainless (HRC <52) |
| Typical industries | Machining, automotive, aerospace, molds, fabrication, maintenance |
Cutting parameters (Vc / F)
| Material / Condition | Vc (m/min) | Ø3-5 F | Ø5-8 F | Ø8.1-12 F | Ø12.1-16 F | Ø16.1-20 F |
|---|---|---|---|---|---|---|
| Common steels <500 N/mm² (60/70) | 70-90 | 0.10 | 0.12 | 0.15 | 0.20 | 0.25 |
| Common steels <800 N/mm² (40/70) | 50-80 | 0.10 | 0.12 | 0.15 | 0.20 | 0.25 |
| Common steels <1000 N/mm² (35/50) | 45-60 | 0.10 | 0.12 | 0.13 | 0.17 | 0.20 |
| Common steels <1300 N/mm² (30/45) | 40-55 | 0.10 | 0.12 | 0.13 | 0.17 | 0.20 |
| Cast steels <600 N/mm (GS 38) | 30-60 | 0.05-0.15 | 0.05-0.20 | 0.10-0.22 | 0.10-0.25 | 0.10-0.25 |
| Cast steels <700 N/mm (GS 52) | 25-50 | 0.04-0.10 | 0.05-0.15 | 0.05-0.18 | 0.08-0.20 | 0.10-0.20 |
| Cast steels >700 N/mm (GS 62) | 20-45 | 0.04-0.10 | 0.05-0.15 | 0.05-0.18 | 0.08-0.20 | 0.10-0.20 |
| Cast iron <200 N/mm² (GG20 / GGG40 / GTS45) | 70-110 | 0.10-0.25 | 0.15-0.30 | 0.20-0.40 | 0.25-0.45 | 0.30-0.50 |
| Cast iron <250 N/mm² (GG30 / GGG50 / GTS40) | 60-95 | 0.10-0.20 | 0.12-0.25 | 0.15-0.35 | 0.20-0.40 | 0.25-0.45 |
| Cast iron >250 N/mm² (GG40 / GG70 / GTS70) | 50-80 | 0.10-0.20 | 0.12-0.25 | 0.15-0.35 | 0.20-0.40 | 0.25-0.45 |
| Cast iron 350/450 HB | 20-55 | 0.04-0.10 | 0.06-0.12 | 0.08-0.15 | 0.08-0.15 | 0.10-0.20 |
| Copper - Brass - Bronze | 60-220 | 0.04-0.10 | 0.12-0.25 | 0.20-0.35 | 0.25-0.45 | 0.30-0.50 |
| Aluminium >10% Yes | 80-200 | 0.10-0.25 | 0.15-0.35 | 0.25-0.45 | 0.30-0.50 | 0.35-0.55 |
| Aluminium <10% Yes | 70-200 | 0.10-0.25 | 0.15-0.35 | 0.25-0.45 | 0.30-0.50 | 0.35-0.55 |
| Titanium | 15-40 | 0.02-0.07 | 0.04-0.10 | 0.06-0.12 | 0.08-0.15 | 0.08-0.15 |
| Stainless steel | 20-30 | 0.04-0.10 | 0.05-0.15 | 0.05-0.18 | 0.08-0.20 | 0.10-0.20 |
- Brand:
- TADAAH
- Typology:
- Spiral drill 30° Z=2
- Drilling depth:
- 5 x D

