HEAVY-HVLG Rotaring live centres with draw-off nut and morse taper shank for high load at high speeds, body hardened and ground - Tip angle 60°
(Incl. Tax: €1,118.13)
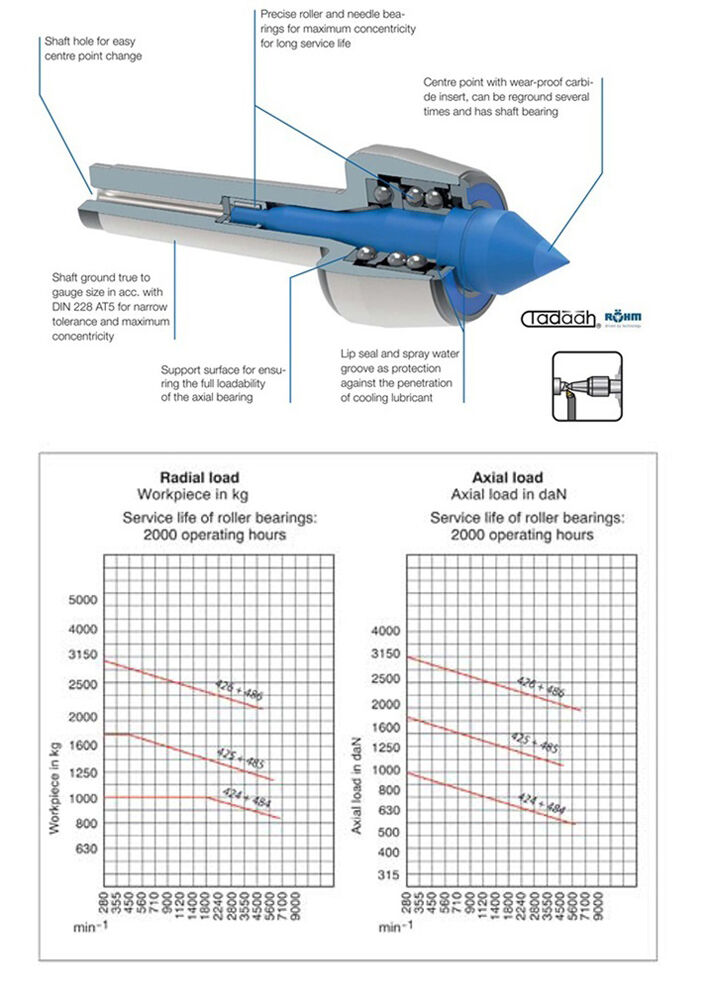
RÖHM HVLG Heavy live centre with extended 60° centre point and draw-off nut, designed for counter-clamping heavy workpieces on lathes, grinding machines and NC machines. The hardened and ground body, 4-fold precision bearing system and maximum concentricity deviation of 0.005 mm support stable clamping, smooth rotation and high machining accuracy.



The RÖHM HVLG Heavy is a live centre with an extended centre point and draw-off nut, designed for supporting, centring and counter-clamping heavy workpieces during turning and grinding operations. The product shown in the image has a particularly robust construction, with a hardened and ground body, a 60° front centre point and a rear draw-off nut shaped to simplify removal from the machine seat. This configuration is suitable when the workpiece must be securely supported between spindle and tailstock while maintaining stable contact under high loads, demanding machining conditions, long cycles and heavy component weights.
The extended centre point allows the centre hole of the workpiece to be reached more easily when the geometry of the component, chuck, jaws or tools requires additional front clearance compared with a standard live centre. This feature is useful for machining shafts, rollers, pins, spindles, long turned parts, ground components and workpieces requiring accurate axial support with improved accessibility. The draw-off nut is an important practical advantage in workshops and production departments, because it allows the live centre to be removed from the machine seat in a more controlled way, reducing the risk of damage to the shank, the machine or the operator during tool change operations.
The live centre is used by inserting the tapered shank into the machine tailstock or into the appropriate holder, then bringing the 60° centre point into contact with the workpiece centre hole. During rotation, the bearing system allows the centre point to rotate together with the workpiece, reducing friction, heat generation and wear compared with a dead centre. The technical information visible in the image highlights a 4-fold precision bearing system, designed to withstand high speeds as well as high axial and radial loads. This is essential when machining heavy workpieces, where rotational stability and load-bearing capacity directly affect the final quality of the component.
The declared precision is particularly important: the image indicates a maximum concentricity deviation of 0.005 mm. This value helps reduce runout, vibration, unwanted taper, ovality and form errors on the machined part. The live centre is not a measuring instrument and therefore has no reading resolution like a dial indicator, caliper or micrometer; however, it is a key element in the precision chain formed by machine, tooling and workpiece, because it helps keep the component axis stable and aligned with the machine rotation axis. In precision machining, an unsuitable, worn or misaligned live centre can cause geometric errors, poor surface finish, workpiece deflection and reduced repeatability.
Its application range includes conventional lathes, CNC lathes, cylindrical grinding machines and NC machines used for precision mechanical machining. It is suitable for automotive departments, machine building, shaft production, industrial maintenance, subcontract grinding and workshops machining heavy components or parts with strict dimensional requirements. The Heavy version is especially appropriate when the workpiece generates significant loads on the live centre and when the operator must ensure reliable clamping without compromising the geometry of the component.
For best performance, it is important to check that the taper seat, centre hole and centre point are always clean. Chips, abrasive dust, oil residues or dirt can affect contact and generate concentricity errors. Before machining, the operator should check the alignment between spindle and tailstock, the correct machine centre height, the condition of the centre hole and the applied thrust force. Insufficient thrust can cause vibration and instability, while excessive pressure can overload the bearings, deform slender parts or negatively affect the final geometry. On long or heavy workpieces, possible deflection, positioning play, machine transmission play and the general condition of the tailstock should also be considered.
The RÖHM HVLG Heavy is therefore a professional live centre for applications where rigidity, safe clamping and rotational precision are essential. The combination of extended centre point, draw-off nut, hardened and ground body, 4-fold precision bearing system and maximum concentricity deviation of 0.005 mm makes it suitable for demanding machining operations on heavy workpieces, helping reduce scrap, improve surface quality and increase process stability.
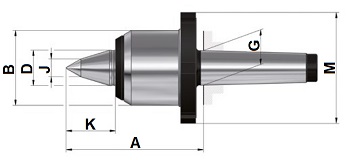
HVLG Heavy - Extended centre point with draw-off nut, especially for high load at high speeds, body hardened and ground - tip angle 60°
| Parameter | 304521 | 304522 | 304523 |
|---|---|---|---|
| Mount MT | 4 | 5 | 6 |
| A mm | 122 | 150 | 180 |
| B mm | 70 | 95 | 120 |
| D mm | 32 | 42 | 58 |
| G mm | 31,267 | 44,399 | 63,348 |
| J mm | 16 | 20 | 26 |
| K mm | 44,5 | 59,5 | 76 |
| M mm | 100 | 125 | 155 |
| Weight approx. g | 2800 | 5400 | 12300 |
| Workpiece weight max. kg | 1000 | 2000 | 3000 |
| Concentricity deviation max. mm | 0,005 | 0,005 | 0,005 |
| Speed max. min-1 | 7000 | 6000 | 4800 |
- Brand:
- ROHM
- Typology:
- Extended centre point
