NEBES 125/10B Mola abrasiva di ricambio corindone BIANCO G60 per HSS, compatibile con smerigliatrici S-125 e combinate C-125 - Dimensioni 125x16x20mm
(Tasse incl.: 50,02 €)
- Acquista 2 a 36,90 € ciascuno e risparmia 10%
- Acquista 5 a 32,80 € ciascuno e risparmia 20%
- Acquista 10 a 28,70 € ciascuno e risparmia 30%
- Dimensioni: 125 x 16 x 20 mm (Diametro x Spessore x Foro)
- Compatibilità: Adatte per smerigliatrici S-125 e macchine combinate C-125
- Materiale: Corindone BIANCO per HSS grana G60


MOLE ORIGINALI NEBES
Perché scegliere una mola originale NEBES Elettromeccanica?
Le mole originali NEBES sono progettate per garantire la massima compatibilità con le macchine della stessa marca, assicurando prestazioni ottimali e sicurezza durante l’uso. Realizzate con materiali di alta qualità e lavorate con precisione, offrono una maggiore durata nel tempo e una lavorazione uniforme. Scegliere un ricambio originale NEBES significa ottenere il massimo dalla tua attrezzatura, migliorando l’efficienza e la qualità di ogni lavorazione.
Corindone Bianco (WA – White Aluminum Oxide)
Il corindone bianco, composto da ossido di alluminio ad alta purezza (Al₂O₃ > 99%), trova impiego in settori dove la precisione e il controllo termico sono critici, come nell’automotive e nel medicale. Nella rettifica di alberi a camme o valvole, garantisce una finitura superficiale con rugosità inferiore a Ra 0,8 μm grazie alla sua struttura friabile, che mantiene i grani sempre affilati. Tuttavia, se non viene ravvivato periodicamente con dressatori diamantati, la mola tende a smussarsi, causando un aumento della temperatura di lavorazione e il rischio di bruciature superficiali (soprattutto su acciai temprati). Per le affilature di utensili in HSS, come frese e punte da trapano, lo spessore di asportazione ottimale si attesta tra 0,01 e 0,05 mm per passata, con grana G 80-G 220 a seconda della finitura desiderata.
In ambito aerospaziale, dove si lavorano leghe di titanio o superleghe nickel-cromo, il corindone bianco è preferito per la sua capacità di minimizzare le tensioni termiche. Tuttavia, l’uso prolungato senza ravvivatura porta a un calo di durezza e a un’usura irregolare, compromettendo la planarità dei componenti. Per questo motivo, nelle rettificatrici CNC si adottano cicli di dressatura automatica ogni 10-15 pezzi lavorati.
Guida completa alle mole abrasive
Le mole abrasive rappresentano un attrezzatura fondamentale nell’industria manifatturiera, dove precisione, efficienza e durata sono fattori critici per la qualità del prodotto finito. Questo manuale nasce con l’obiettivo di fornire una panoramica dettagliata sulle diverse tipologie di mole abrasive, analizzandone composizione, campi di applicazione, parametri operativi e best practice per la manutenzione.
La scelta della mola corretta non dipende solo dal materiale da lavorare, ma anche dal tipo di lavorazione, dalla finitura superficiale richiesta e dalle condizioni operative specifiche. Un abrasivo mal selezionato può portare a risultati insoddisfacenti, usura precoce dell’attrezzatura o, nei casi peggiori, danni al pezzo in lavorazione. Per questo motivo, il testo approfondisce non solo le caratteristiche tecniche di ogni mola, ma anche i rischi associati al loro utilizzo, come la formazione di sovrametalli, il surriscaldamento e la perdita di planarità. Particolare attenzione viene dedicata alla dressatura, un’operazione spesso sottovalutata ma essenziale per mantenere le prestazioni ottimali della mola. Una dressatura corretta garantisce una lavorazione stabile, riduce i tempi morti e prolunga la vita utile dell’abrasivo. Il manuale è strutturato in modo da offrire una consultazione rapida grazie a tabelle riassuntive, ma al tempo stesso fornisce spiegazioni approfondite per chi necessita di una comprensione completa dei processi. Dalle applicazioni nell’automotive e nell’aerospaziale fino alle lavorazioni su materiali non ferrosi e ceramiche, ogni capitolo affronta un aspetto specifico, con esempi pratici e consigli operativi. Che siate tecnici, operatori di macchine utensili o progettisti, questa guida si propone come un riferimento tecnico affidabile, in grado di ottimizzare i processi produttivi e migliorare la qualità delle lavorazioni.
Di seguito abbiamo realizzato una tabella che aiuta l’utilizzatore all’uso e alla scelta delle mole abrasive nel settore industriale:
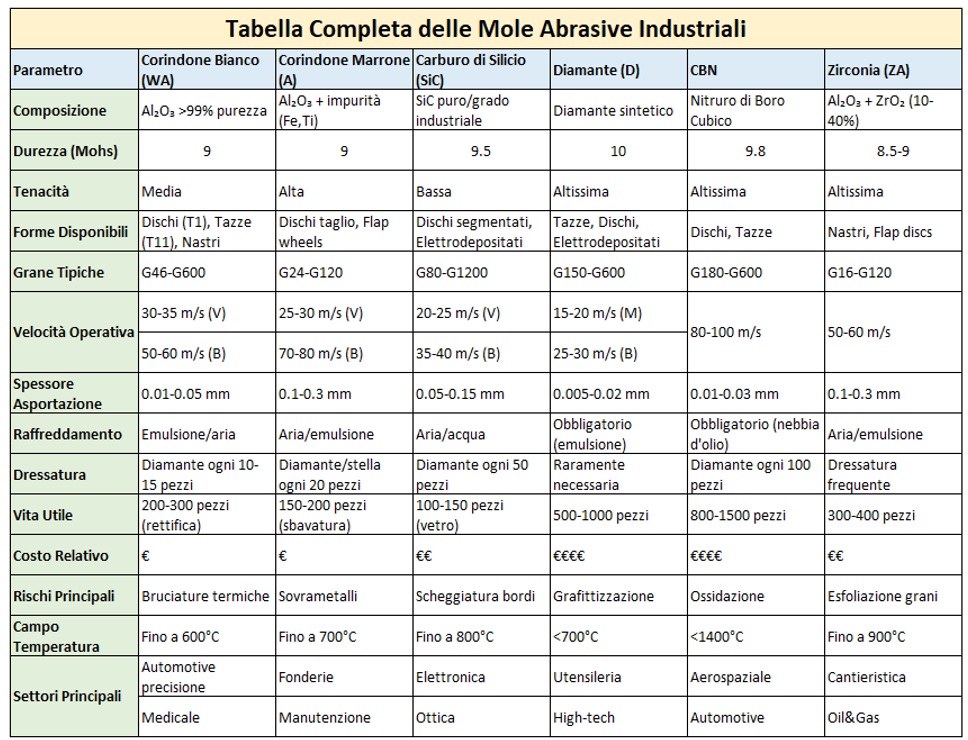
Tabella comparativa delle granature abrasive:
| Grana (G) | Dimensione del grano (µm) | Tipologia |
|---|---|---|
| G 12 | 1815 | Molto grossolana |
| G 16 | 1324 | Molto grossolana |
| G 20 | 1000 | Grossolana |
| G 24 | 765 | Grossolana |
| G 30 | 609 | Media |
| G 36 | 511 | Media |
| G 46 | 356 | Media |
| G 54 | 299 | Media |
| G 60 | 251 | Fine |
| G 80 | 190 | Fine |
| G 100 | 140 | Molto fine |
| G 120 | 115 | Molto fine |
| G 150 | 100 | Extra fine |
| G 180 | 82 | Extra fine |
| G 220 | 68 | Super fine |
| G 240 | 58 | Super fine |
| G 280 | 48 | Ultra fine |
| G 320 | 40 | Ultra fine |
| G 400 | 29 | Ultra fine |
| G 500 | 20 | Ultra fine |
| G 600 | 16 | Ultra fine |
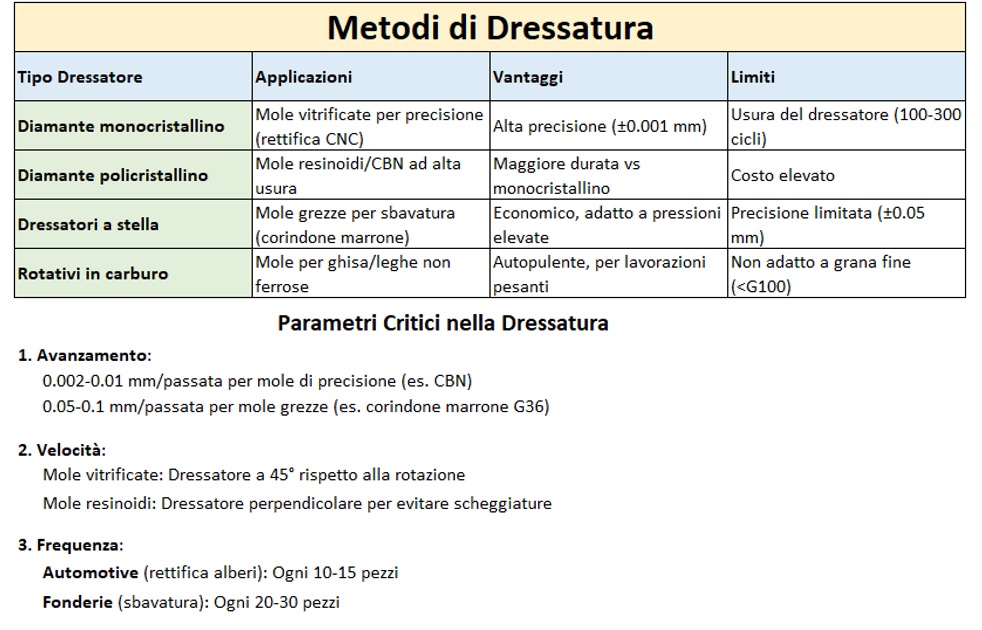
DRESSATURA
La dressatura è un'operazione fondamentale nella lavorazione con mole abrasive, che consiste nel ripristinare la geometria, la planarità e la capacità di taglio della mola quando risulta usurata, smussata o intasata.
L’operazione corretta di dressatura determina il 70% delle prestazioni di una mola. Una perfetta dressatura permette un aumento del 50% di durata media della mola, migliorando la qualità del pezzo da lavorare.
La dressatura viene eseguita per l’esecuzione di riaffilatura e riprofilazione di una mola attraverso l’operazione di:
- Rimozione dei grani smussati (esposti ma non più taglienti),
- Eliminazione dei sovrametalli (accumuli di materiale lavorato incastonati nella mola)
- Rigenerazione della porosità (per permettere lo smaltimento dei trucioli)
Se non viene eseguita la dressatura di una mola generiamo degli inconvenienti che consistono in: - Calo prestazioni: Minor capacità di asportazione e surriscaldamento
- Qualità scadente: Superfici irregolari, bruciature termiche (sugli acciai)
- Rischi sicurezza: Squilibri dinamici che possono fratturare la mola.
Gli errori comuni da evitare durante l’utilizzo delle mole dovute ad una scarsa precisione dell’attività di dressatura sono: - Dressatura insufficiente: La mola "lucida" ma non taglia (segno di grani ancora smussati)
- Pressione eccessiva: Scheggiatura dei grani abrasivi
- Dressatura asimmetrica: Usura irregolare che causa vibrazioni
- Costruttore:
- NEBES Elettromeccanica
- Tipo ricambio:
- Originale
- Tipologia:
- Mola
- Modello Macchina:
- C-125, S-125
- Misura:
- 125x16x20mm


