TD0136MCRBT Maschiatori attacco cono MAS 403-BT con compensazione assiale per filettature - attacco bussola a scelta
(Tasse incl.: 210,51 €)
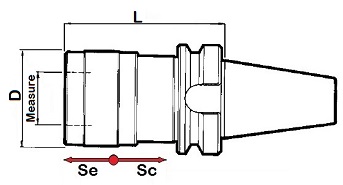


| Codice | Capacità maschiatura | Corsa "Se" |
Corsa "Sc" |
| TD0136MCRBT05 | M3 - M12 | 9mm | 9mm |
| TD0136MCRBT02 | M3 - M12 | 9mm | 9mm |
| TD0136MCRBT04 | M3 - M12 | 9mm | 9mm |
| TD0136MCRBT07 | M6 - M20 | 15mm | 15mm |
| TD0136MCRBT08 | M6 - M20 | 15mm | 15mm |
| TD0136MCRBT10 | M14 - M33 | 24mm | 24mm |
| TD0136MCRBT11 | M22 - M48 | 26mm | 26mm |
I maschiatori con attacco cono MAS 403 BT è una soluzione ideale per officine meccaniche, produttori conto terzi e aziende che lavorano con centri di lavoro CNC e necessitano di eseguire filettature precise e ripetibili. La sua capacità di compensare automaticamente le variazioni tra l’avanzamento della macchina e il passo del maschio lo rende particolarmente utile nei cicli automatici, dove è essenziale ridurre al minimo il rischio di rottura dell’utensile e garantire la qualità del filetto. È adatto a chi lavora con pezzi in acciaio, alluminio o materiali a truciolo lungo e cerca uno strumento affidabile che assicuri profondità costante e lunga durata del maschio. L’attacco BT consente un montaggio rapido e stabile sul mandrino della macchina, mentre la corsa assiale bilanciata in entrata e uscita permette di affrontare con efficacia sia maschiature cieche che passanti, senza richiedere complicate regolazioni software o inversioni di mandrino.
Consigli per l'operatore:
1. Verifica sempre la lunghezza utile del maschio.
Assicurati che la lunghezza totale del maschio non superi la corsa assiale disponibile. Una corsa insufficiente può causare rottura o filettature incomplete.
2. Imposta correttamente l’avanzamento.
Anche se il mandrino è dotato di compensazione, è fondamentale che l’avanzamento macchina sia il più vicino possibile al passo del maschio. L’unità compensa piccoli scostamenti, non errori grossolani.
3. Controlla la pressione d’imbocco.
Regola la forza con cui il maschiatore accompagna l’utensile all’inizio della filettatura. Una pressione troppo bassa può far slittare il maschio, una troppo alta può generare stress sull’attacco.
4. Lubrifica correttamente.
Utilizza la lubrificazione più adatta al materiale in lavorazione. Se disponibile, sfrutta sistemi MQL o refrigerazione interna per prolungare la vita del maschio.
5. Evita le inversioni di rotazione rapide.
Nonostante la compensazione assiale, inversioni brusche del mandrino possono compromettere la precisione o danneggiare l’unità. Se il CNC lo consente, imposta un ramp-up e ramp-down dolce.
6. Fissa bene il maschiatore al mandrino.
Pulizia e bloccaggio corretto dell’attacco cono BT sono essenziali per evitare disallineamenti o vibrazioni durante la lavorazione.
7. Controlla periodicamente il gioco assiale.
Nel tempo, l’usura può ridurre la precisione del sistema di compensazione. Verifica che la corsa assiale sia libera e simmetrica nei due sensi.
Ecco una chicca tecnica che spesso viene sottovalutata ma può fare davvero la differenza:
Usalo anche in modalità rigida con “soft-start” per maschiatura cieca controllata.
Anche se è progettato per compensare piccole discrepanze tra passo e avanzamento, questo tipo di maschiatore può essere sfruttato strategicamente in cicli rigidi senza inversione istantanea, usando la corsa assiale come "ammortizzatore meccanico". Impostando un avvio morbido del mandrino e una lieve pausa prima della rotazione inversa, puoi filettare fori ciechi riducendo il rischio di strappo finale, soprattutto con maschi rivestiti o filettature profonde.
In pratica, sfrutti la compensazione come zona di sicurezza per il fine corsa, senza stress meccanico sul maschio né sulla macchina.
È un piccolo trucco da operatori esperti che allunga la vita dell’utensile, migliora la finitura del filetto e riduce drasticamente i rifiuti di produzione.
- Costruttore:
- TADAAH
- Tipologia:
- Maschiatore
- Diametro "D":
- 98mm
