40CER Frese toriche in cermet per super finiture, Z4, elica 38°, raggio r= 0,2–0,5 mm
(Tasse incl.: 36,60 €)



Le frese toriche in cermet 40CER sono progettate per operazioni di super finitura su centri di lavoro CNC, macchine automatiche e macchine utensili tradizionali, quando sono richieste elevata qualità superficiale, precisione dimensionale e stabilità del profilo lavorato. La geometria a 4 taglienti con elica 38° e taglio frontale di testa consente una lavorazione regolare e progressiva, particolarmente indicata per finiture di pareti verticali, spallamenti, contornature, tasche, superfici piane e raccordi controllati. La presenza del raggio torico r= 0,2 mm o r= 0,5 mm riduce la concentrazione degli sforzi sullo spigolo, migliora la resistenza del tagliente e permette di ottenere superfici più uniformi rispetto a una fresa a spigolo vivo.
La configurazione torica è particolarmente utile quando la lavorazione richiede un equilibrio tra precisione geometrica e finitura superficiale. Il raggio in punta consente di controllare meglio il raccordo tra fondo e parete, riducendo il rischio di rigature, micro scheggiature e segni di lavorazione sul pezzo. Il taglio frontale di testa permette inoltre di lavorare anche sul fondo della tasca o della superficie, mentre i taglienti periferici gestiscono pareti, profili e spallamenti. Rispetto a una fresa cilindrica piana, la fresa torica offre maggiore robustezza sullo spigolo; rispetto a una fresa sferica, consente invece una migliore planarità del fondo e un controllo più diretto delle superfici piane.
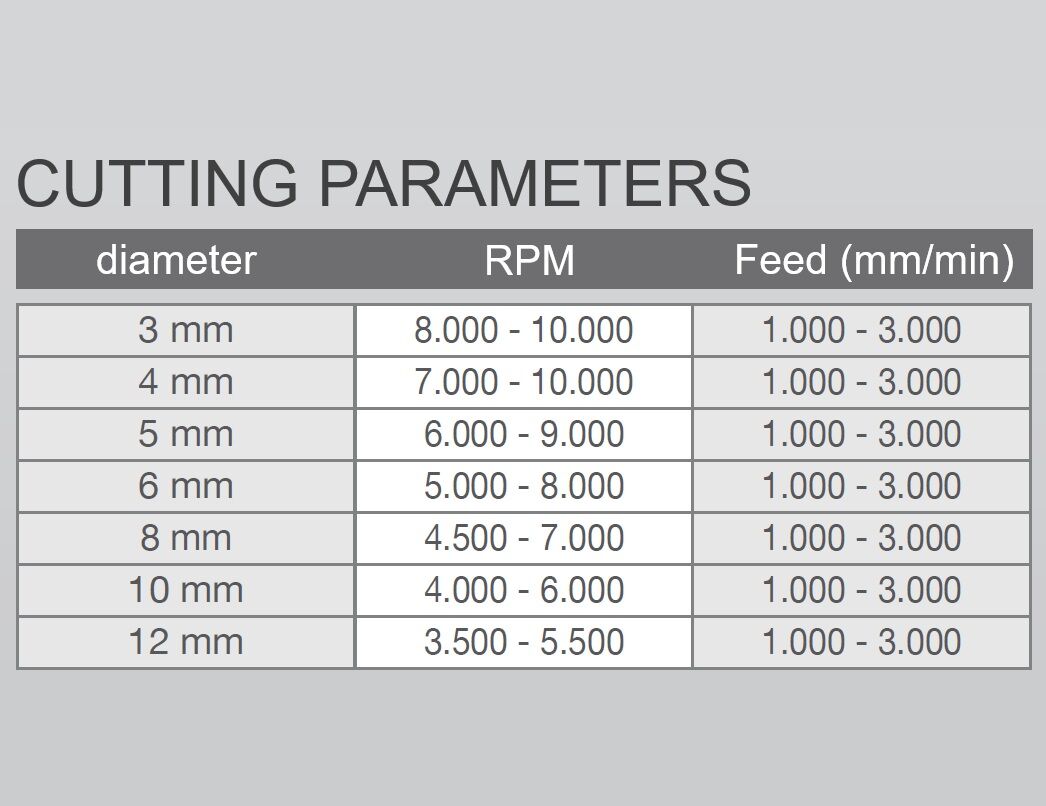
Il cermet è indicato per lavorazioni di finitura e super finitura dove servono stabilità del tagliente, bassa tendenza all’incollamento e qualità superficiale costante. È particolarmente adatto su acciai, acciai legati, acciai da costruzione, ghise e materiali dove è necessario ottenere superfici precise con ridotta formazione di bava. Non è generalmente la prima scelta per lavorazioni pesanti, sgrossature gravose o condizioni instabili, dove sono preferibili utensili in metallo duro con geometrie più robuste. Per ottenere il massimo rendimento è consigliato lavorare con passate leggere, macchina stabile, pezzo ben serrato e parametri coerenti con il diametro utensile. I parametri indicativi della serie prevedono, in base al diametro, n= 3.500 - 10.000 giri/min e F= 1.000 - 3.000 mm/min, da adattare sempre a materiale, serraggio, refrigerazione e stabilità del sistema.
Per ottenere una super finitura realmente costante è fondamentale utilizzare mandrini precisi e rigidi, portapinze di qualità, mandrini a calettamento o sistemi di serraggio ad alta precisione, mantenendo basso il runout e limitando lo sbalzo utensile. Un disallineamento, una presa utensile insufficiente o un pezzo non correttamente bloccato possono generare vibrazioni, usura precoce del tagliente, segni superficiali, errori dimensionali e perdita di qualità sul raccordo torico. Queste frese sono indicate per officine meccaniche, stampistica, meccanica di precisione, componenti tecnici, lavorazioni di finitura CNC e applicazioni dove la qualità della superficie, la stabilità del profilo e la precisione del raccordo sono elementi determinanti.

Frese toriche in cermet per super finiture – Dati tecnici
| d1 h8 (mm) | d2 h6 (mm) | L1 (mm) | L (mm) | r (mm) |
|---|---|---|---|---|
| 3 | 3 | 7,5 | 50 | 0.2 |
| 4 | 4 | 10 | 50 | 0.2 |
| 5 | 5 | 12,5 | 50 | 0.2 |
| 6 | 6 | 15 | 50 | 0.5 |
| 8 | 8 | 20 | 60 | 0.5 |
| 10 | 10 | 25 | 75 | 0.5 |
| 12 | 12 | 30 | 75 | 0.5 |
- Costruttore:
- TADAAH
- Tipologia:
- Cermet
