SLIM-HVL Contropunte rotanti Röhm gambo cono morse, con cuspide prolungata e diametro esterno contenuto, corpo temprato e rettificato - cuspide 60°
(Tasse incl.: 261,57 €)




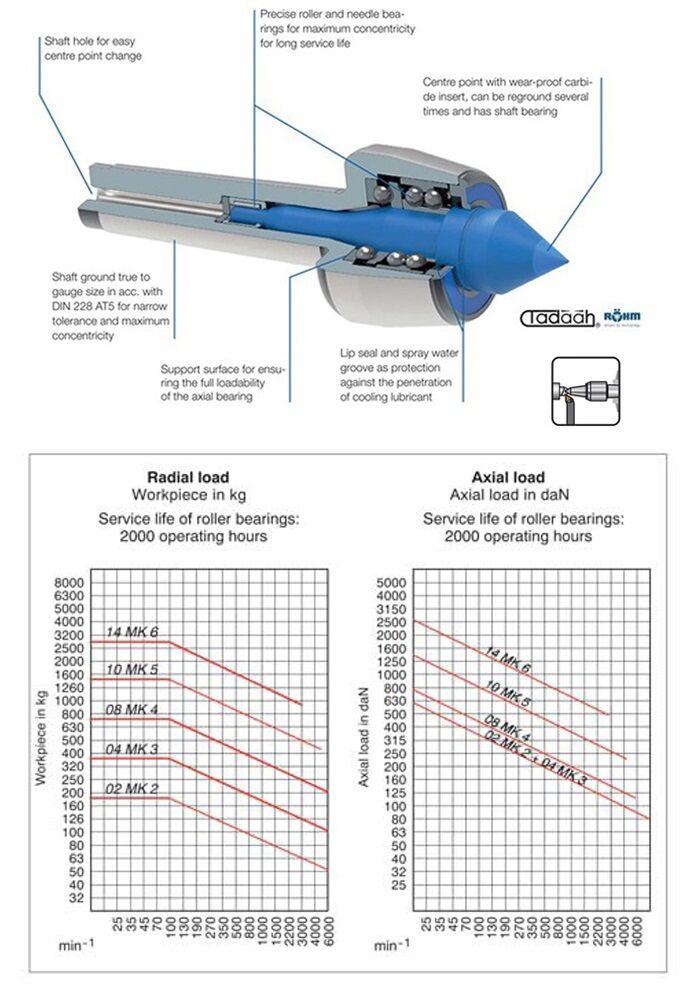
La RÖHM HVL Slim è una contropunta rotante con punta centrale prolungata, corpo compatto a diametro ridotto e costruzione temprata e rettificata, progettata per il sostegno, il centraggio e il controserraggio di pezzi durante lavorazioni di tornitura e rettifica. Dall’immagine si riconosce una soluzione snella rispetto alle contropunte tradizionali, con un corpo frontale contenuto e una punta allungata a 60°, studiata per migliorare l’accessibilità nelle zone dove lo spazio operativo tra contropunta, pezzo, utensile, mola o organi di serraggio è limitato.
La funzione principale della contropunta è mantenere il pezzo stabile lungo il proprio asse di rotazione, contrastando flessioni, vibrazioni e instabilità durante l’asportazione o la rettifica. L’operatore inserisce il codolo conico nella sede della contropunta macchina o in un supporto idoneo, quindi porta la punta a contatto con il foro di centro del pezzo. Essendo una contropunta rotante, la punta gira insieme al componente lavorato e riduce attrito, surriscaldamento e usura rispetto a una punta fissa. Questa caratteristica è particolarmente importante nelle lavorazioni continuative e nei cicli in cui il pezzo deve rimanere supportato in modo stabile per tutta la durata dell’operazione.
La versione HVL Slim si distingue dalla versione H Slim standard per la presenza della punta prolungata, che consente di raggiungere più facilmente il foro di centraggio quando il centro pezzo è arretrato, basso o parzialmente ostacolato dalla geometria del componente. Questa configurazione è utile nella lavorazione di alberi con spallamenti, perni, rulli, componenti con diametri differenziati, pezzi con gole, superfici vicine alla contropunta e particolari dove la zona utile di contatto non è facilmente accessibile con una contropunta tradizionale. Il diametro esterno ridotto del corpo migliora inoltre lo spazio disponibile attorno al pezzo, permettendo all’utensile di tornitura o alla mola di rettifica di avvicinarsi meglio alla zona da lavorare.
Il campo di utilizzo comprende torni paralleli, torni CNC, rettificatrici cilindriche e macchine NC dedicate alla produzione di componenti meccanici di precisione. È una soluzione adatta ad aziende automotive, officine di rettifica, reparti di tornitura, costruttori di macchine utensili, manutenzione industriale e attrezzerie che devono lavorare componenti rotanti con elevati requisiti geometrici. La scheda visibile nell’immagine indica una deviazione massima di concentricità di 0,008 mm, valore importante per ridurre eccentricità, vibrazioni, conicità indesiderate, errori di forma e irregolarità superficiali.
La contropunta non è uno strumento di misura e quindi non possiede una risoluzione di lettura come un comparatore, un calibro o un micrometro. Il suo contributo tecnico è però determinante per la precisione del processo, perché aiuta a mantenere l’asse del pezzo coerente con l’asse di rotazione della macchina. In tornitura e rettifica, un appoggio non stabile, una punta usurata, un foro di centro danneggiato o un disallineamento tra mandrino e contropunta possono provocare difetti di rotondità, errori di cilindricità, vibrazioni, peggioramento della finitura superficiale, usura anomala degli utensili e aumento degli scarti.
Per un utilizzo corretto è importante verificare sempre la pulizia del cono di accoppiamento, della sede macchina, della punta e del foro di centro. Trucioli, polvere abrasiva, residui di olio o impurità possono compromettere l’appoggio e generare errori di concentricità. Prima della lavorazione è consigliabile controllare l’allineamento tra mandrino e contropunta, la corretta altezza dell’asse, lo stato del foro di centraggio e la pressione di spinta applicata. Una spinta insufficiente può causare vibrazioni e instabilità, mentre una pressione eccessiva può sovraccaricare i cuscinetti, deformare pezzi sottili o influenzare negativamente la geometria finale.
Nelle lavorazioni di precisione è utile valutare anche eventuali giochi di posizionamento della contropunta macchina, giochi di trasmissione, condizioni del cannotto, rigidità del sistema di serraggio e possibile flessione del pezzo. Questi fattori influenzano direttamente concentricità, rotondità, cilindricità e qualità superficiale. La struttura compatta della RÖHM HVL Slim permette di migliorare l’accesso operativo, ma la scelta della contropunta deve essere sempre collegata al peso del pezzo, alla velocità di rotazione, alla geometria del foro di centro, alla distanza utile di lavoro e alle condizioni complessive della macchina utensile.
La RÖHM HVL Slim è quindi una contropunta rotante professionale per applicazioni dove precisione, accessibilità e rigidità sono fondamentali. La combinazione tra corpo compatto a diametro ridotto, punta prolungata a 60°, corpo temprato e rettificato e concentricità massima di 0,008 mm la rende indicata per lavorazioni in spazi ristretti, centri pezzo bassi, tornitura e rettifica di precisione, produzione di alberi e componenti meccanici dove il supporto assiale deve essere stabile senza limitare l’accesso dell’utensile alla zona di lavoro.
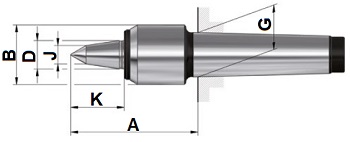
HVL Slim - Contropunta prolungata, con diametro corpo ridotto e punta prolungata, corpo temprato e rettificato - angolo punta 60°
| Parametro | 362080 | 362081 | 362082 | 362083 | 362084 |
|---|---|---|---|---|---|
| Attacco MT | 2 | 3 | 4 | 5 | 6 |
| A mm | 73 | 74 | 88,5 | 119 | 164 |
| B mm | 32 | 34 | 42 | 58 | 80 |
| D mm | 15 | 15 | 20 | 30 | 42 |
| G mm | 17,78 | 23,825 | 31,267 | 44,399 | 63,348 |
| K mm | 29,5 | 32 | 37,5 | 51,5 | 70,5 |
| J mm | 10 | 11 | 13 | 14 | 18 |
| Peso circa g | 320 | 460 | 1000 | 2600 | 7100 |
| Peso massimo pezzo kg | 170 | 340 | 700 | 1400 | 3000 |
| Deviazione concentricità max. mm | 0,008 | 0,008 | 0,008 | 0,01 | 0,02 |
| Velocità max. min-1 | 7000 | 7000 | 6300 | 4300 | 3000 |
- Costruttore:
- ROHM
- Tipologia:
- Punta prolungata




