225E - SH20 Pinza a cambio rapido per Caricatore FMB, TRAUB, HAGENUK, IEMCA, ROBOBAR, LNS, SAMECA, MINISPRINT, MINITURBO - Diametro esterno 20mm
(Tasse incl.: 43,92 €)
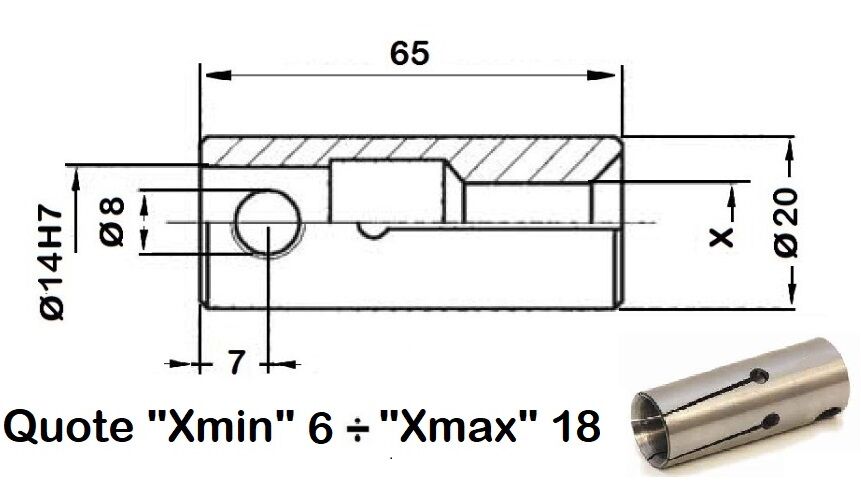
La pinza a cambio rapido 225E - SH20 è un componente tecnico per caricatori automatici di barre FMB, TRAUB, HAGENUK, IEMCA, ROBOBAR, LNS, SAMECA, MINISPRINT e MINITURBO, con diametro esterno 20 mm. È progettata per afferrare, guidare e spingere la barra su torni automatici, torni monomandrino, torni plurimandrino, CNC e CNC a fantina mobile. Può essere fornita per barre tonde, esagonali o quadre; per i profili viene rettificata sulla dimensione dello spigolo.



La pinza a cambio rapido 225E - SH20 è un componente tecnico destinato ai caricatori automatici di barre FMB, TRAUB, HAGENUK, IEMCA, ROBOBAR, LNS, SAMECA, MINISPRINT e MINITURBO, con diametro esterno 20 mm. La sua funzione è afferrare la barra, guidarla correttamente e trasmettere il movimento di avanzamento generato dal caricatore verso il tornio. È impiegata su torni automatici, torni monomandrino, torni plurimandrino, torni CNC e torni CNC a fantina mobile, dove la stabilità dell'alimentazione, la qualità della presa e la corretta posizione del materiale rispetto all'asse macchina sono fondamentali per mantenere continuità produttiva, precisione dimensionale e affidabilità del ciclo di lavorazione.
La configurazione SH20 a cambio rapido è pensata per agevolare le operazioni di sostituzione e regolazione della pinza, riducendo i tempi di fermo durante cambi diametro, manutenzioni o ripristini del sistema di alimentazione. Durante il ciclo macchina, la pinza lavora come elemento di collegamento tra il tubo di spinta del caricatore e la barra da alimentare. La chiusura sul materiale deve essere stabile, ripetibile e coerente con la geometria della barra, perché una presa insufficiente può causare slittamento, avanzamento irregolare e perdita di posizione, mentre una presa non corretta può segnare il materiale, generare vibrazioni o provocare impuntamenti.
Nelle lavorazioni su CNC a fantina mobile e nei cicli su torni monomandrino o plurimandrino, dove la barra deve avanzare con regolarità e senza variazioni indesiderate, una pinza correttamente selezionata contribuisce a ridurre errori di forma, difetti di finitura, giochi di trasmissione e microspostamenti durante l'avanzamento automatico. La scelta della pinza 225E - SH20 deve considerare il caricatore installato, la compatibilità con il sistema di cambio rapido, il diametro nominale o reale della barra, il profilo del materiale, l'altezza della linea mandrino, l'allineamento tra caricatore e tornio, lo stato del tubo spingibarra, le guide, le bussole e i giochi presenti nella trasmissione di avanzamento.
Il diametro esterno 20 mm identifica una pinza compatta, adatta a sistemi di alimentazione dove gli ingombri, la precisione di montaggio e la rapidità di sostituzione sono aspetti importanti. Prima dell'impiego è consigliabile verificare la misura effettiva della barra, la tolleranza del materiale, la linearità della barra e la geometria del profilo, perché la corretta corrispondenza tra pinza e barra influisce direttamente su qualità della presa, continuità del trascinamento, stabilità del ciclo e riduzione delle vibrazioni. Un accoppiamento corretto consente di ottenere una spinta più regolare, una migliore ripetibilità dell'alimentazione e una riduzione dei fermi macchina.
Le pinze spingibarra e le pinze a cambio rapido per caricatori automatici possono essere fornite per barre tonde, esagonali o quadre. Per le barre profilate, la rettifica viene eseguita sulla dimensione dello spigolo e non su un diametro generico, in modo da adattare la superficie di presa alla geometria reale del materiale. Questa lavorazione dedicata è importante per evitare appoggi irregolari, perdita di centraggio, vibrazioni e usura localizzata delle superfici di contatto. Nel caso di profili esagonali o quadri, la corretta valutazione dello spigolo permette alla pinza di distribuire meglio la presa e di mantenere stabile il materiale durante le fasi di avanzamento, arresto e ripartenza del caricatore.
Dal punto di vista operativo e manutentivo, la pinza deve essere controllata periodicamente per verificare pulizia delle superfici di accoppiamento, integrità delle zone di presa, assenza di bave, deformazioni elastiche anomale, impronte di contatto irregolari e perdita di concentricità. È consigliabile verificare anche le regolazioni assiali, l'altezza del caricatore, l'allineamento con il mandrino, il tubo di spinta, le bussole e le guide, perché la precisione dell'alimentazione dipende dall'interazione tra tutti questi elementi e non solo dal singolo componente. Una pinza usurata o non coerente con il profilo della barra può generare rumorosità, vibrazioni, avanzamenti discontinui, errori di posizione e problemi qualitativi sul pezzo lavorato.
La pinza a cambio rapido 225E - SH20 è indicata per officine meccaniche, aziende di tornitura da barra, reparti CNC, produzioni su torni monomandrino e plurimandrino, manutentori, costruttori, tecnici di laboratorio, ingegneri di processo e responsabili del controllo qualità. È un ricambio professionale utile per mantenere efficiente il sistema di alimentazione del caricatore e per migliorare continuità, affidabilità e precisione nella produzione automatica. Tadaah propone questo componente con attenzione alla compatibilità tecnica e alla consulenza applicativa, supportando la scelta in funzione del caricatore installato, del diametro richiesto, della geometria della barra e delle condizioni reali di lavoro.
- Costruttore:
- FMB, HAGENUK, IEMCA, MINITURBO, MINISPRINT, SAMECA, TORNOS ROBOBAR, TRAUB
- Tipologia:
- Innesto con foro
- Dimensioni del filetto :
- Ø14H7
- Diametro "D" mm:
- 20
- Lunghezza "L":
- 65mm
- Codice :
- 225E
