175.800 Brocciatori rotanti fissi per interni, lunghezza broccia 40 mm, attacco cilindro a scelta
(Tasse incl.: 303,05 €)
I brocciatori rotanti fissi per interni con attacco cilindrico sono progettati per realizzare profili interni regolari su torni, centri di lavoro e trapani tramite brocce dedicate con quota H corretta. Il movimento rotatorio e l’avanzamento assiale consentono di ottenere sedi esagonali, quadre, cave, scanalature e profili sagomati in fori passanti o ciechi. Con quota H 40 mm, D 58 mm e attacchi cilindrici da 20 a 40 mm, sono indicati per lavorazioni interne di precisione su profili più grandi, dove contano centratura, rigidità macchina, preforo corretto e durata utensile.



I brocciatori rotanti fissi per interni con attacco cilindrico sono dispositivi porta broccia progettati per eseguire brocciature interne regolari su torni, centri di lavoro e trapani, utilizzando brocce dedicate con quota H corretta. Sono indicati per la realizzazione di profili interni in fori passanti e fori ciechi, come sedi esagonali, sedi quadre, cave, scanalature, profili sagomati e geometrie interne ottenute tramite broccia specifica. Questa versione, con quota H 40 mm, D 58 mm e F 16 mm, è adatta a lavorazioni più impegnative e a profili interni di dimensioni maggiori, dove sono richieste elevata rigidità, corretta centratura e brocce dimensionalmente compatibili.
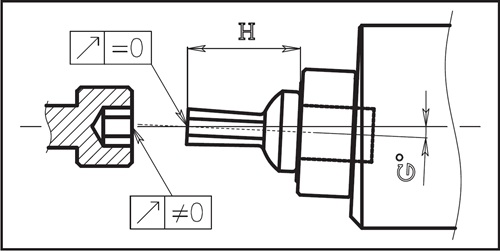
Il principio di funzionamento si basa sulla brocciatura rotante. La broccia viene montata nel porta broccia con una leggera inclinazione controllata rispetto all’asse del corpo del brocciatore. Questa geometria consente all’utensile di entrare progressivamente nel materiale, asportando la sezione necessaria senza impegnare simultaneamente tutto il profilo. La rotazione e l’avanzamento assiale forniti dalla macchina utensile permettono di trasferire nel foro la forma frontale della broccia, ottenendo un profilo interno regolare, preciso e ripetibile.
Il funzionamento rimane lo stesso anche se cambia il tipo di macchina utilizzata. Su tornio, normalmente il pezzo e la broccia ruotano mentre il corpo del brocciatore rimane fermo. Su centro di lavoro, invece, il pezzo e la broccia possono rimanere fermi mentre ruota il corpo del brocciatore. Su trapani o macchine simili, l’impiego è possibile quando sono garantiti sufficiente rigidità, avanzamento controllato e corretta centratura tra mandrino, broccia e foro da lavorare. In ogni configurazione, la qualità finale dipende dalla stabilità dell’intero sistema macchina-attrezzatura-pezzo.
Questi brocciatori devono essere utilizzati con brocce aventi la quota H indicata in tabella. La quota H è fondamentale perché definisce il corretto accoppiamento tra broccia e porta broccia. L’utilizzo di una broccia non compatibile può alterare l’inclinazione di lavoro, aumentare gli attriti, sovraccaricare i cuscinetti, causare blocco utensile o produrre profili fuori misura. Prima dell’utilizzo è quindi necessario verificare sempre la compatibilità tra broccia, attacco cilindrico, macchina e profilo da ottenere.
Per ottenere una brocciatura interna corretta è indispensabile preparare un preforo adeguato. Il foro iniziale deve essere scelto in base al profilo da realizzare, al materiale e alla quantità di materiale da asportare. Un preforo troppo piccolo aumenta lo sforzo di avanzamento, sovraccarica la broccia e può causare usura prematura o blocco dell’utensile. Un preforo correttamente dimensionato riduce la resistenza al taglio, migliora la finitura e consente alla broccia di generare il profilo in modo più regolare. Questo aspetto è ancora più importante su profili di grandi dimensioni, materiali tenaci o fori ciechi.
La centratura è uno degli elementi decisivi nella brocciatura rotante. La broccia deve lavorare il più possibile in asse con il foro e con il pezzo. Un disallineamento può generare profili eccentrici, cave fuori misura, finitura irregolare, usura precoce della broccia e dei cuscinetti oppure una brocciatura con andamento elicoidale. Prima della lavorazione è consigliabile controllare la concentricità della macchina, la qualità del serraggio del pezzo, l’assenza di giochi nel portautensile e il corretto posizionamento della broccia rispetto al foro.
La scelta dell’avanzamento deve essere valutata in base al materiale, alla sezione da asportare, alla dimensione del profilo, alla rigidità della macchina e alla stabilità del serraggio. La velocità di rotazione è importante, ma l’avanzamento incide in modo più diretto sul carico applicato alla broccia. Su materiali come alluminio e ottone è possibile lavorare con condizioni più fluide; su acciaio, ghisa e materiali più resistenti occorre ridurre il carico, curare con maggiore attenzione il preforo e utilizzare lubrificazione adeguata.
La fase iniziale di contatto tra broccia e pezzo è delicata. Nei primi istanti l’utensile può tendere a strisciare sul materiale prima di entrare completamente in presa. Quando il ciclo macchina lo consente, è utile impostare un ingresso progressivo che favorisca il rapido raggiungimento del pieno contatto di taglio, evitando sfregamenti prolungati. Dopo il primo tratto di lavoro, i parametri possono essere stabilizzati in funzione della profondità e del materiale. Questo accorgimento contribuisce a ridurre l’usura localizzata e a migliorare la qualità del profilo interno.
Le brocce utilizzate con questi brocciatori devono essere selezionate in base a profilo, materiale e profondità richiesta. È importante controllare periodicamente taglienti, eventuali scheggiature, bave, usura o residui di lavorazione. Una broccia danneggiata può compromettere immediatamente la qualità della sede interna, aumentare lo sforzo di avanzamento e ridurre la vita utile del brocciatore. Anche la lubrificazione deve essere scelta in funzione del materiale, perché migliora lo scorrimento, riduce il calore e limita l’usura.
In officina questi brocciatori vengono utilizzati per realizzare sedi interne su componenti torniti, bussole, ghiere, mozzi, raccordi, alberi, elementi di trasmissione, particolari per attrezzature, componenti speciali e pezzi destinati a manutenzione o produzione industriale. Su torni CNC e torni plurimandrino permettono di integrare la brocciatura direttamente nel ciclo produttivo, riducendo riprese e passaggi su macchine dedicate. Su centri di lavoro consentono di ottenere profili interni senza spostare il pezzo, a condizione che siano rispettate centratura, rigidità e compatibilità della broccia.
Per un utilizzo corretto è consigliabile pulire sempre le superfici di contatto, la sede della broccia e l’attacco cilindrico, verificare periodicamente lo stato dei cuscinetti, controllare il serraggio del porta broccia e non forzare la lavorazione in caso di profilo irregolare o blocco utensile. In presenza di problemi come cava fuori misura, brocciatura non rettilinea, vibrazioni o usura anomala, occorre controllare in sequenza preforo, avanzamento, centratura, rigidità macchina, stato della broccia e compatibilità della quota H.
I brocciatori rotanti fissi per interni con attacco cilindrico sono destinati a operatori CNC, tornitori, attrezzisti, programmatori CNC, officine meccaniche di precisione, manutentori industriali, costruttori di macchine utensili e reparti di produzione che devono realizzare profili interni con precisione, affidabilità e ripetibilità. La corretta scelta del modello in base a diametro d, quota H, macchina, broccia e profilo da ottenere permette di migliorare la qualità della lavorazione, ridurre l’usura utensile e rendere più efficiente il ciclo produttivo.
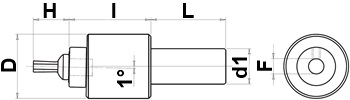
Attacco cilindrico - Dimensioni tecniche
| d1 (mm) | l (mm) | L (mm) | D (mm) | F (mm) | H (mm) |
|---|---|---|---|---|---|
| 20 | 76 | 50 | 58 | 16 | 40 |
| 25 | 76 | 50 | 58 | 16 | 40 |
| 25.40 | 76 | 50 | 58 | 16 | 40 |
| 30 | 76 | 50 | 58 | 16 | 40 |
| 31.75 | 76 | 50 | 58 | 16 | 40 |
| 32 | 76 | 50 | 58 | 16 | 40 |
| 40 | 76 | 80 | 58 | 16 | 40 |
Avanzamento per giro - Materiali e geometrie
| Materiale da lavorare | Esagoni < 14 mm | Esagoni > 14 mm | Quadri < 12 mm | Quadri > 12 mm | Torx < T25 | Torx > T27 |
|---|---|---|---|---|---|---|
| Acciaio dolce magnetico - Acciaio da costruzione, da cementazione, automatico (AVP) Rm < 700 N/mm² |
0.10 | 0.08 | 0.06 | 0.04 | 0.10 | 0.08 |
| Acciaio al carbonio - Acciaio legato - bonificato, fusioni d'acciaio Rm 700 ÷ 850 N/mm² |
0.08 | 0.06 | 0.05 | 0.03 | 0.08 | 0.06 |
| Acciaio legato - bonificato - da nitrurazione - fusioni di acciaio Rm 850 ÷ 1200 N/mm² |
0.06 | 0.03 | 0.03 | 0.02 | 0.05 | 0.03 |
| Acciaio legato - alta resistenza Rm 1200 ÷ 1400 N/mm² |
0.02 | 0.02 | 0.02 | 0.02 | 0.03 | 0.02 |
| Acciaio Inox automatico - acciaio inox austenitico Rm < 850 N/mm² |
0.08 | 0.06 | 0.04 | 0.03 | 0.08 | 0.06 |
| Acciaio Inox ferritico - ferritico + austenitico - martensitico Rm > 850 N/mm² |
0.04 | 0.03 | 0.03 | 0.02 | 0.04 | 0.03 |
| Ghisa grigia lamellare Rm < 600 N/mm² |
0.11 | 0.08 | 0.07 | 0.04 | 0.11 | 0.08 |
| Ghisa grigia lamellare - ghisa sferoidale - ghisa malleabile Rm 600 ÷ 1000 N/mm² |
0.07 | 0.05 | 0.04 | 0.03 | 0.07 | 0.05 |
| Alluminio truciolo lungo Rm < 500 N/mm² Si < 10% |
0.14 | 0.10 | 0.10 | 0.08 | 0.14 | 0.10 |
| Alluminio truciolo corto Rm > 500 N/mm² Si > 10% |
0.10 | 0.08 | 0.08 | 0.06 | 0.10 | 0.08 |
| Rame - Ottone truciolo lungo Rm < 700 N/mm² |
0.12 | 0.09 | 0.10 | 0.08 | 0.12 | 0.10 |
| Rame - Bronzo truciolo corto Rm < 700 N/mm² |
0.08 | 0.06 | 0.07 | 0.05 | 0.08 | 0.06 |
| Titanio non legato Rm < 700 N/mm² |
0.06 | 0.03 | 0.03 | 0.02 | 0.05 | 0.03 |
| Leghe di titanio Rm > 700 N/mm² |
0.03 | 0.02 | 0.02 | 0.02 | 0.03 | 0.02 |
Preparazione alla brocciatura / foratura
Brocciature interne: il diametro del foro da eseguire prima della brocciatura deve essere maggiorato rispetto alla misura del profilo da realizzare, per rendere meno gravoso l’avanzamento dell’utensile che broccia.
| Condizione | Cave esagonali | Cave quadre | Cave torx |
|---|---|---|---|
| < 14 mm e simili | Foratura maggiorata circa del 1% - 3% | Foratura maggiorata circa del 3% - 7% | — |
| > 14 mm e materiali duri | Foratura maggiorata circa del 5% | Foratura maggiorata circa del 10% | — |
| > 21 mm | Foratura maggiorata circa del 5% - 10% | — | — |
| > 17 mm | — | Foratura maggiorata circa del 15% | — |
| T5 | — | — | D1.00 (-0.00 +0.05) |
| T6 | — | — | D1.40 (-0.00 +0.05) |
| T7 | — | — | D1.55 (-0.00 +0.07) |
| T8 | — | — | D1.90 (-0.00 +0.10) |
| T10 | — | — | D2.20 (-0.00 +0.10) |
| T15 | — | — | D2.60 (-0.00 +0.10) |
| T20 | — | — | D3.00 (-0.00 +0.10) |
| T25 | — | — | D3.40 (-0.00 +0.10) |
| T27 | — | — | D3.75 (-0.00 +0.10) |
| T30 | — | — | D4.20 (-0.00 +0.10) |
| T40 | — | — | D5.00 (-0.00 +0.15) |
| T45 | — | — | D5.80 (-0.00 +0.20) |
| T50 | — | — | D6.70 (-0.00 +0.20) |
| T55 | — | — | D8.20 (-0.00 +0.20) |
| T60 | — | — | D9.80 (-0.00 +0.20) |
- Costruttore:
- TADAAH
- Tipologia:
- Brocciatore interni



