175.500 Brocciatori rotanti fissi con attacco cilindrico per brocciature interne, lunghezza broccia 10 mm, attacco cilindrico a scelta
(Tasse incl.: 218,50 €)
I brocciatori rotanti fissi con attacco cilindrico sono progettati per eseguire brocciature interne su torni, centri di lavoro e trapani, utilizzando brocce dedicate con quota H corretta. Permettono la realizzazione di esagoni interni, quadri interni, cave e profili regolari tramite movimento rotatorio e avanzamento assiale della macchina. La corretta centratura, il preforo adeguato e la scelta dell’avanzamento consentono di ottenere profili precisi, ridurre l’usura delle brocce e migliorare la qualità della lavorazione.


Il brocciatore rotante fisso con attacco cilindrico è un dispositivo porta broccia progettato per la realizzazione di profili interni su macchine utensili, in particolare su torni, centri di lavoro e trapani predisposti per lavorazioni di precisione. Si tratta di un’attrezzatura tecnica pensata per utilizzare brocce dedicate e ottenere, in modo controllato e ripetibile, cave esagonali interne, cave quadre interne, profili interni rettangolari, scanalature e altri profili regolari interni, mantenendo una buona qualità geometrica e una lavorazione efficiente anche in produzione.
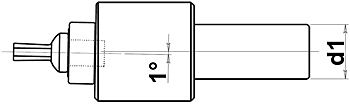
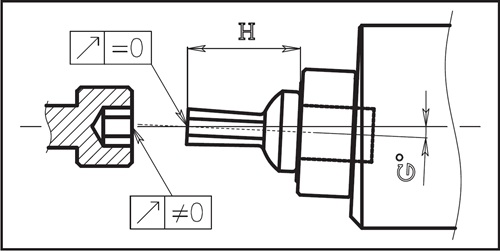
Il principio di funzionamento della brocciatura rotante si basa su una lieve inclinazione controllata tra asse della broccia e asse del corpo del brocciatore. Questa inclinazione consente alla broccia di lavorare in modo progressivo sul materiale, evitando un impatto frontale pieno e favorendo un’asportazione più regolare. La rotazione e l’avanzamento forniti dalla macchina utensile permettono così di riprodurre nel foro il profilo frontale della broccia. Il sistema è particolarmente apprezzato perché consente di eseguire profili interni con un’attrezzatura compatta, adattabile e più semplice da integrare rispetto a soluzioni di brocciatura tradizionali più complesse.
Dal punto di vista applicativo, il principio resta lo stesso anche se cambia la cinematica della macchina. Su tornio, normalmente il pezzo e la broccia ruotano, mentre il corpo del brocciatore resta fermo. Su centro di lavoro o su altre macchine predisposte, il pezzo e la broccia possono restare fermi mentre ruota il corpo del brocciatore. In entrambi i casi è la combinazione tra movimento rotatorio e avanzamento assiale a generare la brocciatura. Questo consente grande versatilità di impiego, sia in officina tradizionale sia in contesti CNC più evoluti.
Questi brocciatori sono destinati alla brocciatura interna e lavorano con brocce specifiche, che devono avere la quota H corretta, come indicato nella documentazione tecnica del prodotto. Questo aspetto è fondamentale, perché il corretto accoppiamento tra porta broccia e broccia influisce direttamente su centratura, stabilità, finitura del profilo e durata dei componenti interni del brocciatore. Una broccia non compatibile, oppure con geometria non coerente con la quota H richiesta, può generare usura anomala, blocco utensile, profili fuori misura o lavorazioni irregolari.
L’attrezzatura può essere impiegata per la realizzazione di esagoni interni, quadri interni, profili rettangolari interni, sedi per linguette, scanalature e profili interni speciali compatibili con il principio di brocciatura rotante. In ambito industriale è una soluzione utile per particolari meccanici, bussole, ghiere, alberini, componenti di trasmissione, elementi di accoppiamento e componenti di precisione nei quali è necessario realizzare un profilo interno con buona ripetibilità, senza ricorrere a processi più lenti o a lavorazioni multiple.
Le brocce dedicate a questo tipo di lavorazione sono normalmente realizzate in acciaio a tempera totale ad alta durezza e possono essere utilizzate su acciaio, ottone, alluminio, ghisa e altri materiali, con eventuale disponibilità di versioni rivestite TiN o BLK per migliorare durata utensile, scorrimento, resistenza all’usura e prestazioni su materiali più impegnativi. La scelta tra broccia standard e rivestita dipende dal materiale lavorato, dal volume produttivo, dalla finitura richiesta e dalla strategia di processo adottata.
Per quanto riguarda i parametri operativi, la velocità di rotazione consigliata si colloca normalmente tra 1000 e 2500 giri/min. La velocità influisce in modo moderato sul buon funzionamento del sistema, mentre ha molta più importanza la corretta impostazione dell’avanzamento, che deve essere valutato in funzione del materiale, della sezione da asportare, della rigidità della macchina, della stabilità del serraggio pezzo e della qualità del preforo. Una macchina rigida e ben centrata permette in genere di adottare condizioni più efficienti e stabili; al contrario, una presa pezzo debole o una macchina non perfettamente rigida richiedono parametri più cauti.
La fase iniziale di contatto tra broccia e pezzo è una delle più delicate. In questo momento la broccia tende inizialmente a strisciare e non è ancora in piena presa, quindi l’usura può risultare maggiore. Per questo motivo, quando la macchina e il ciclo lo consentono, è consigliabile iniziare con rotazione lenta e avanzamento relativamente rapido per circa 0,5 mm, così da portare rapidamente l’utensile in pieno contatto di lavoro. Una volta stabilizzato il contatto, si possono aumentare i parametri fino al valore operativo desiderato. Questo accorgimento pratico può contribuire a migliorare la durata della broccia e la qualità del profilo ottenuto.
Nella brocciatura interna è essenziale la corretta preparazione del preforo. Il foro iniziale non deve essere scelto casualmente, ma deve essere dimensionato in funzione del profilo da realizzare e del materiale da lavorare. In generale, un preforo leggermente maggiorato rispetto alla misura minima del profilo consente di ridurre lo sforzo di avanzamento, limitare il carico sulla broccia, migliorare la qualità del taglio e contenere l’usura. Questo è particolarmente importante quando si eseguono esagoni interni, quadri interni, cave in materiali duri o profili di dimensioni maggiori, dove il volume di materiale da asportare può incidere sensibilmente sulla stabilità del processo.
Un altro elemento chiave è la centratura della broccia rispetto al pezzo. Un sistema non centrato può compromettere la finitura, aumentare l’usura della broccia e dei cuscinetti del brocciatore, e generare il cosiddetto effetto a spirale, ossia una brocciatura elicoidale invece che lineare e regolare. Per ridurre questo rischio occorre verificare con attenzione la centratura macchina, la rigidità del serraggio, l’assenza di giochi anomali, il corretto stato dei cuscinetti e l’allineamento generale tra utensile e foro da lavorare. Quando consigliata dal costruttore o dall’applicazione, può essere utile anche la piastra di trascinamento, che contribuisce al corretto comportamento del sistema durante la rotazione.
Tra i problemi pratici che possono verificarsi in officina rientrano il blocco utensile, la cava fuori misura, la brocciatura con sviluppo elicoidale o una finitura non uniforme. In questi casi è opportuno controllare prima di tutto il diametro del preforo, la corretta geometria della broccia, l’eventuale usura dei cuscinetti, la rigidità della macchina, la qualità della presa pezzo e l’impostazione dell’avanzamento. Molto spesso il problema non è il brocciatore in sé, ma la combinazione non ottimale tra materiale, foro iniziale, parametri macchina e allineamento.
Dal punto di vista costruttivo, il brocciatore è proposto con attacco cilindrico in diverse misure, per adattarsi a differenti macchine e portautensili. Le versioni disponibili coprono diametri d da 8 mm a 22 mm, con quota I = 34 mm, quota L = 35 mm o 46 mm a seconda della misura, quota D = 22 mm, quota F = 5 mm e quota H = 10 mm. Questa disponibilità consente all’utilizzatore di scegliere l’attacco più coerente con la macchina e con l’applicazione, mantenendo il requisito fondamentale di impiegare brocce compatibili con la quota H prevista.
Per officine meccaniche, attrezzisti, tornitori, programmatori CNC, manutentori e responsabili di produzione, questo brocciatore rappresenta una soluzione tecnica affidabile per eseguire brocciature interne di precisione con attrezzatura compatta, buona ripetibilità e ampia flessibilità di impiego. Se correttamente scelto in funzione della macchina, della broccia, del preforo e dei parametri di lavoro, permette di ottenere profili interni regolari, contenere l’usura utensile e migliorare l’efficienza della lavorazione.
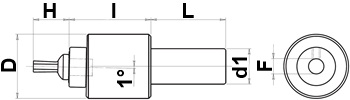
Attacco cilindrico - Dimensioni tecniche
| d1 (mm) | l (mm) | L (mm) | D (mm) | F (mm) | H (mm) |
|---|---|---|---|---|---|
| 8 | 34 | 35 | 22 | 5 | 10 |
| 10 | 34 | 35 | 22 | 5 | 10 |
| 12 | 34 | 35 | 22 | 5 | 10 |
| 14 | 34 | 35 | 22 | 5 | 10 |
| 15.875 | 34 | 35 | 22 | 5 | 10 |
| 16 | 34 | 35 | 22 | 5 | 10 |
| 19.05 | 34 | 46 | 22 | 5 | 10 |
| 20 | 34 | 46 | 22 | 5 | 10 |
| 22 | 34 | 46 | 22 | 5 | 10 |
Avanzamento per giro - Materiali e geometrie
| Materiale da lavorare | Esagoni < 14 mm | Esagoni > 14 mm | Quadri < 12 mm | Quadri > 12 mm |
|---|---|---|---|---|
| Acciaio dolce magnetico - Acciaio da costruzione, da cementazione, automatico (AVP) Rm < 700 N/mm² |
0.10 | 0.08 | 0.06 | 0.04 |
| Acciaio al carbonio - Acciaio legato - bonificato, fusioni d'acciaio Rm 700 ÷ 850 N/mm² |
0.08 | 0.06 | 0.05 | 0.03 |
| Acciaio legato - bonificato - da nitrurazione - fusioni di acciaio Rm 850 ÷ 1200 N/mm² |
0.06 | 0.03 | 0.03 | 0.02 |
| Acciaio legato - alta resistenza Rm 1200 ÷ 1400 N/mm² |
0.02 | 0.02 | 0.02 | 0.02 |
| Acciaio Inox automatico - acciaio inox austenitico Rm < 850 N/mm² |
0.08 | 0.06 | 0.04 | 0.03 |
| Acciaio Inox ferritico - ferritico + austenitico - martensitico Rm > 850 N/mm² |
0.04 | 0.03 | 0.03 | 0.02 |
| Ghisa grigia lamellare Rm < 600 N/mm² |
0.11 | 0.08 | 0.07 | 0.04 |
| Ghisa grigia lamellare - ghisa sferoidale - ghisa malleabile Rm 600 ÷ 1000 N/mm² |
0.07 | 0.05 | 0.04 | 0.03 |
| Alluminio truciolo lungo Rm < 500 N/mm² Si < 10% |
0.14 | 0.10 | 0.10 | 0.08 |
| Alluminio truciolo corto Rm > 500 N/mm² Si > 10% |
0.10 | 0.08 | 0.08 | 0.06 |
| Rame - Ottone truciolo lungo Rm < 700 N/mm² |
0.12 | 0.09 | 0.10 | 0.08 |
| Rame - Bronzo truciolo corto Rm < 700 N/mm² |
0.08 | 0.06 | 0.07 | 0.05 |
| Titanio non legato Rm < 700 N/mm² |
0.06 | 0.03 | 0.03 | 0.02 |
| Leghe di titanio Rm > 700 N/mm² |
0.03 | 0.02 | 0.02 | 0.02 |
Preparazione alla brocciatura / foratura
Brocciature interne: il diametro del foro da eseguire prima della brocciatura deve essere maggiorato rispetto alla misura del profilo da realizzare, per rendere meno gravoso l’avanzamento dell’utensile che broccia.
| Condizione | Cave esagonali | Cave quadre |
|---|---|---|
| < 14 mm e simili | Foratura maggiorata circa del 1% - 3% | Foratura maggiorata circa del 3% - 7% |
| > 14 mm e materiali duri | Foratura maggiorata circa del 5% | Foratura maggiorata circa del 10% |
| > 21 mm | Foratura maggiorata circa del 5% - 10% | — |
| > 17 mm | — | Foratura maggiorata circa del 15% |
- Costruttore:
- TADAAH
- Tipologia:
- Brocciatore interni



