Mitlaufende Zentrierspitzen Röhm CONTROL, Morsekegel MK4 - MK5 - MK6, mit Druckanzeige, Längenausgleich und verlängerter Laufspitze, Körper gehärtet und geschliffen - Spitzenwinkel 60°
(Inkl. MwSt.: 1.093,12 €)
RÖHM HVL Control mitlaufende Zentrierspitze mit verlängerter 60°-Spitze, Druckanzeige und axialem Längenausgleich. Sie ist für das kontrollierte Gegenspannen von Werkstücken auf Drehmaschinen, Schleifmaschinen und NC-Maschinen ausgelegt, auch bei begrenztem Arbeitsraum. Der gehärtete und geschliffene Körper und die maximale Rundlaufabweichung von 0,01 mm unterstützen Stabilität, Präzision und reduzierte Verformung.




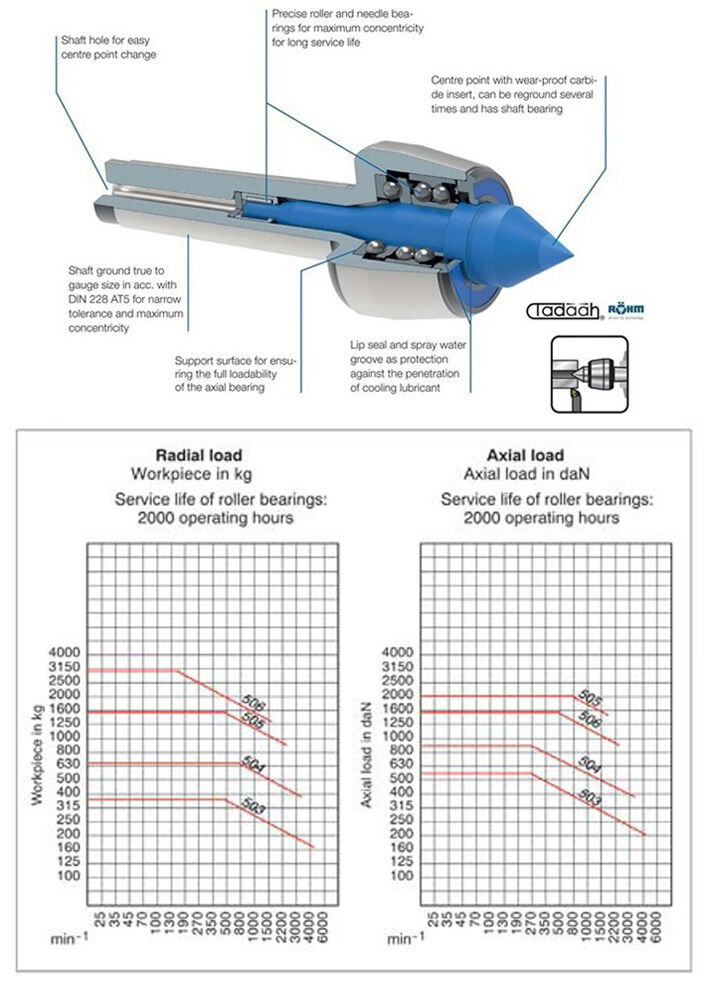
Die RÖHM HVL Control ist eine mitlaufende Zentrierspitze mit verlängerter Zentrierspitze, integrierter Druckanzeige und axialem Längenausgleich, entwickelt zum kontrollierten Abstützen, Zentrieren und Gegenspannen von Werkstücken bei Dreh- und Schleifbearbeitungen. Das Bild zeigt eine professionelle Konstruktion mit gehärtetem und geschliffenem Körper, 60°-Zentrierspitze, Druckkontrolleinheit auf der Oberseite und verlängerter Frontgeometrie für besseren Zugang zum Kontaktbereich. Diese Ausführung eignet sich für Anwendungen, bei denen das Werkstück sicher abgestützt werden muss und gleichzeitig die von der Zentrierspitze aufgebrachte Axialkraft kontrolliert werden soll, um Verformungen oder Instabilität während des Bearbeitungszyklus zu vermeiden.
Die Hauptfunktion der mitlaufenden Zentrierspitze besteht darin, das Werkstück entlang seiner Rotationsachse auszurichten und Durchbiegung, Vibrationen sowie unerwünschte Bewegungen während der Zerspanung oder Schleifbearbeitung zu reduzieren. Der Bediener setzt den Kegelschaft in den Reitstock der Maschine oder in eine geeignete Aufnahme ein und bringt anschließend die 60°-Zentrierspitze mit der Zentrierbohrung des Werkstücks in Kontakt. Als mitlaufende Zentrierspitze dreht sie sich mit dem bearbeiteten Bauteil mit und reduziert dadurch Reibung, Erwärmung und Verschleiß im Vergleich zu einer festen Zentrierspitze. Die verlängerte Zentrierspitze erleichtert das Erreichen der Zentrierbohrung, wenn die Geometrie von Werkstück, Spannfutter, Spannbacken, Werkzeugen oder Schleifscheibe den verfügbaren Arbeitsraum begrenzt.
Der wichtigste technische Vorteil der HVL Control Ausführung liegt in der Kombination aus Zugänglichkeit und Kontrolle der Axialkraft. Die Druckanzeige ermöglicht eine schnelle Einstellung und visuelle Kontrolle der auf das Werkstück wirkenden Anpresskraft, wodurch der Bediener mit gleichmäßigeren und wiederholbaren Parametern arbeiten kann. Eine zu geringe Anpresskraft kann Vibrationen, Verlust der Abstützung, schlechteren Rundlauf und Werkstückinstabilität verursachen; eine zu hohe Anpresskraft kann die Lager überlasten, schlanke Bauteile verformen, Geometriefehler erzeugen oder die Oberflächenqualität negativ beeinflussen. Die Druckkontrolle ist deshalb besonders nützlich bei langen Wellen, schlanken Werkstücken, geschliffenen Komponenten, dünnwandigen Teilen oder Bearbeitungen, bei denen der Reitstockdruck die Endqualität direkt beeinflusst.
Der axiale Längenausgleich bietet einen zusätzlichen funktionalen Vorteil. Während der Bearbeitung können Werkstück und System aus Maschine und Werkzeug kleine Setzungen oder Veränderungen erfahren, die durch thermische Ausdehnung, Schnittkräfte, Kontaktbedingungen in der Zentrierbohrung oder Stabilisierung der Spannung entstehen. Der Ausgleich hilft, diese Veränderungen aufzunehmen und den Stützdruck gleichmäßiger zu halten. Dadurch werden elastische Verformungen, Formfehler, Kontaktverlust oder unerwünschte Kraftänderungen während der Bearbeitung reduziert.
Der Einsatzbereich umfasst konventionelle Drehmaschinen, CNC-Drehmaschinen, Rundschleifmaschinen und NC-Maschinen für die Präzisionsbearbeitung. Die RÖHM HVL Control eignet sich für die Automobilindustrie, Wellenfertigung, Maschinenbau, Präzisionsmechanik, industrielle Instandhaltung, Schleifereien und Produktionsabteilungen, die Prozesskontrolle, Zugänglichkeit und sichere Spannung benötigen. Sie ist auch als Gegenzentrum für Stirnseitenmitnehmer geeignet, da sie die Einstellung der für die korrekte Bewegungsübertragung erforderlichen Axialkraft ermöglicht und gleichzeitig das Risiko von Beschädigung oder Verformung des Werkstücks reduziert.
Die in der Abbildung sichtbaren technischen Daten nennen eine maximale Rundlaufabweichung von 0,01 mm. Dieser Wert ist wichtig, um Rundlauffehler, Vibrationen, unerwünschte Konizität, Rundheitsfehler, Zylindrizitätsabweichungen und Oberflächenunregelmäßigkeiten zu reduzieren. Die mitlaufende Zentrierspitze ist kein dimensionsmessendes Prüfmittel und besitzt daher keine Ableseauflösung für Maße, Durchmesser oder Toleranzen wie eine Messuhr, ein Messschieber oder ein Mikrometer. Das integrierte Druckkontrollsystem bietet jedoch einen praktischen Referenzwert zur Einstellung und Wiederholung der Axialkraft, während die Präzision der Zentrierspitze zur geometrischen Stabilität des Werkstücks während der Bearbeitung beiträgt.
Für den korrekten Einsatz sollten Aufnahmekegel, Maschinenaufnahme, Zentrierspitze und Zentrierbohrung stets sauber sein. Späne, Schleifstaub, Ölreste oder Verunreinigungen können den Kontakt beeinträchtigen und Rundlauffehler verursachen. Vor der Bearbeitung sollten die Ausrichtung zwischen Spindel und Reitstock, die korrekte Spitzenhöhe, der Zustand der Zentrierbohrung, der auf der Anzeige dargestellte Druck und die korrekte Funktion des axialen Ausgleichs geprüft werden. Eine falsche Einstellung kann Vibrationen, Verformung, erhöhten Verschleiß, Prozessinstabilität und Verlust der Wiederholgenauigkeit verursachen.
In der Präzisionsbearbeitung sollten außerdem Positionierspiel des Reitstocks, Übertragungsspiel, Zustand der Reitstockpinole, Steifigkeit des Spannsystems, Werkstücklänge und mögliche Durchbiegung während der Rotation bewertet werden. Diese Faktoren beeinflussen Rundlauf, Rundheit, Zylindrizität und Oberflächenqualität direkt. Die RÖHM HVL Control ist somit eine professionelle mitlaufende Zentrierspitze für Anwendungen, bei denen kontrollierte axiale Abstützung, Zugang zur Arbeitszone, sichere Spannung und Rundlaufpräzision erforderlich sind. Die Kombination aus verlängerter Zentrierspitze, Druckanzeige, Längenausgleich, gehärtetem und geschliffenem Körper sowie maximaler Rundlaufabweichung von 0,01 mm macht sie für technische Bearbeitungen geeignet, bei denen die Kontrolle der Anpresskraft entscheidend ist, um Verformungen, Ausschuss und Prozessinstabilität zu reduzieren.
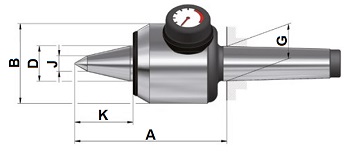
HVL Control - Verlängerte Zentrierspitze, mit Druckanzeige, Längenausgleich und verlängerter Zentrierspitze als Gegenspitze für Stirnmitnehmer, Körper gehärtet und geschliffen - Spitzenwinkel 60°
| Parameter | 079920 | 079921 | 079922 | 079923 |
|---|---|---|---|---|
| Aufnahme MK | 3 | 4 | 5 | 6 |
| A mm | 120 | 137,5 | 177,5 | 223 |
| B mm | 64 | 72 | 95 | 120 |
| D mm | 25 | 32 | 40 | 52 |
| G mm | 23,825 | 31,267 | 44,399 | 63,348 |
| K mm | 45,5 | 52,5 | 66 | 80 |
| J mm | 11 | 14 | 15 | 24 |
| Gewicht ca. g | 2200 | 3600 | 8400 | 17500 |
| Federweg max. mm | 1,6 | 2 | 1,8 | 2,7 |
| Axiallast max. N | 5500 | 9000 | 15000 | 20000 |
| Werkstückgewicht max. kg | 260 | 550 | 1100 | 2500 |
| Rundlaufabweichung max. mm | 0,01 | 0,01 | 0,01 | 0,015 |
| Drehzahl max. min-1 | 4000 | 3500 | 2500 | 1800 |
- Hersteller:
- ROHM
- Art und Ausführung:
- Verlängerter Laufspitze
