TD0136MCRBT Gewindeschneidfutter mit Steilkegel MAS403 BT mit Doppel Längenausgleich, Aufsätze und Buchsen Ihrer Wahl
(Inkl. MwSt.: 210,51 €)
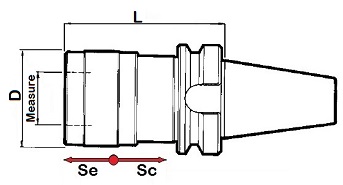


| ode | Gewinde Bereick | Zug weg "Se" |
Drueck weg "Sc" |
| TD0136MCRBT05 | M3 - M12 | 9mm | 9mm |
| TD0136MCRBT02 | M3 - M12 | 9mm | 9mm |
| TD0136MCRBT04 | M3 - M12 | 9mm | 9mm |
| TD0136MCRBT07 | M6 - M20 | 15mm | 15mm |
| TD0136MCRBT08 | M6 - M20 | 15mm | 15mm |
| TD0136MCRBT10 | M14 - M33 | 24mm | 24mm |
| TD0136MCRBT11 | M22 - M48 | 26mm | 26mm |
Gewindeschneider mit MAS 403 BT Kegelschaft sind eine ideale Lösung für Werkstätten, Lohnfertiger und Hersteller, die mit CNC-Bearbeitungszentren arbeiten und präzise sowie reproduzierbare Gewindeschneidoperationen durchführen müssen. Ihre Fähigkeit, automatisch Schwankungen zwischen Maschinenvorschub und Gewindesteigung auszugleichen, macht sie besonders nützlich in automatisierten Zyklen, in denen das Minimieren von Werkzeugbruch und die Sicherstellung der Gewindequalität entscheidend sind. Sie eignen sich für Anwendungen mit Stahl, Aluminium oder langspanenden Materialien und sind die verlässliche Wahl, um eine konstante Gewindetiefe und eine verlängerte Lebensdauer des Gewindeschneiders zu gewährleisten. Der BT-Kegel sorgt für eine schnelle und stabile Montage auf der Maschinenspindel, während der ausgeglichene Axialhub sowohl beim Einfahren als auch beim Ausfahren eine effiziente Bearbeitung von Durchgangs- und Sacklochgewinden ermöglicht, ohne dass komplexe Softwareeinstellungen oder Spindelumkehrungen erforderlich sind.
Tipps für den Bediener:
Überprüfen Sie stets die effektive Länge des Gewindeschneiders.
Stellen Sie sicher, dass die Gesamtlänge des Gewindeschneiders den verfügbaren Axialhub nicht überschreitet. Ein unzureichender Hub kann Brüche oder unvollständige Gewinde verursachen.
Stellen Sie die Vorschubgeschwindigkeit korrekt ein.
Auch wenn der Gewindeschneider eine Kompensation besitzt, ist es wichtig, den Maschinenvorschub möglichst genau auf die Gewindesteigung abzustimmen. Die Einheit kompensiert nur kleine Abweichungen, keine groben Fehler.
Überprüfen Sie den Anpressdruck.
Regulieren Sie die Kraft, mit der der Gewindeschneider das Werkzeug in das Werkstück führt. Zu geringer Druck kann zu Durchrutschen führen, zu hoher Druck belastet die Spindelaufnahme.
Verwenden Sie geeignete Schmierung.
Setzen Sie das am besten geeignete Schmiermittel für das zu bearbeitende Material ein. Falls vorhanden, nutzen Sie MQL-Systeme oder interne Kühlschmierstoffe, um die Lebensdauer des Gewindeschneiders zu verlängern.
Vermeiden Sie plötzliche Spindelumkehrungen.
Trotz axialer Kompensation können abrupte Richtungswechsel die Genauigkeit beeinträchtigen oder die Einheit beschädigen. Verwenden Sie, wenn möglich, weiches Anlaufen und Abbremsen der Spindel.
Sichern Sie den Gewindeschneider richtig.
Achten Sie darauf, dass der BT-Kegel und die Spindel sauber sind und korrekt verriegelt werden, um Fehlausrichtungen oder Vibrationen während der Bearbeitung zu vermeiden.
Überprüfen Sie regelmäßig das axiale Spiel.
Verschleiß kann mit der Zeit die Kompensationsgenauigkeit verringern. Stellen Sie sicher, dass die axiale Bewegung in beide Richtungen frei und symmetrisch ist.
Hier ist ein technisches Highlight, das oft übersehen wird, aber wirklich einen Unterschied machen kann:
Verwenden Sie es auch im starren Modus mit „Sanftanlauf“ für kontrolliertes Sacklochbohren.
Obwohl dieser Gewindebohrertyp zum Ausgleich kleiner Abweichungen zwischen Steigung und Vorschub konzipiert ist, kann er auch in starren Zyklen ohne sofortige Umkehr strategisch eingesetzt werden. Dabei wird der Axialhub als „mechanischer Stoßdämpfer“ genutzt. Durch einen Sanftanlauf der Spindel und eine kurze Pause vor der Rückwärtsdrehung können Sie Sacklöcher bohren und so das Risiko eines endgültigen Ausreißens verringern, insbesondere bei beschichteten Gewindebohrern oder tiefen Gewinden.
In der Praxis nutzen Sie die Kompensation als Sicherheitszone für das Hubende, ohne den Gewindebohrer oder die Maschine mechanisch zu belasten.
Ein kleiner Trick von erfahrenen Anwendern verlängert die Lebensdauer des Werkzeugs, verbessert die Gewindequalität und reduziert den Produktionsausschuss drastisch.
- Hersteller:
- TADAAH
- Art und Ausführung:
- Gewindeschneid
- Durchmesse "D":
- 98mm
