40CER Cermet-Torusfräser für Superfinish, Z4, 38° Drall, Radius r= 0,2–0,5 mm
(Inkl. MwSt.: 36,60 €)



Die Cermet-Torusfräser 40CER sind für Superfinish-Bearbeitungen auf CNC-Bearbeitungszentren, Automaten und konventionellen Werkzeugmaschinen ausgelegt, wenn hohe Oberflächengüte, Maßhaltigkeit und stabile Profilkontrolle gefordert sind. Die 4-schneidige Geometrie mit 38° Drall und stirnschneidender Ausführung ermöglicht eine ruhige und progressive Bearbeitung und eignet sich für das Schlichten senkrechter Wände, Schultern, Konturen, Taschen, ebener Flächen und kontrollierter Radien. Der Eckenradius r= 0,2 mm oder r= 0,5 mm reduziert die Spannungsbelastung an der Schneidkante, verbessert die Schneidenstabilität und ermöglicht gleichmäßigere Oberflächen im Vergleich zu Fräsern mit scharfer Ecke.
Die torische Geometrie ist besonders vorteilhaft, wenn ein gutes Verhältnis zwischen geometrischer Präzision und Oberflächengüte erforderlich ist. Der Radius an der Werkzeugspitze verbessert die Kontrolle des Übergangs zwischen Boden und Wand und reduziert das Risiko von Riefen, Mikroausbrüchen und sichtbaren Bearbeitungsspuren. Die Frontschneide ermöglicht die Bearbeitung von Böden und Planflächen, während die Umfangsschneiden Wände, Profile und Schultern kontrollieren. Im Vergleich zu einem flachen Fräser mit scharfer Ecke bietet der Torusfräser eine höhere Kantenstabilität; im Vergleich zu einem Kugelfräser ermöglicht er eine bessere Ebenheit des Bodens und eine direktere Bearbeitung planer Flächen.
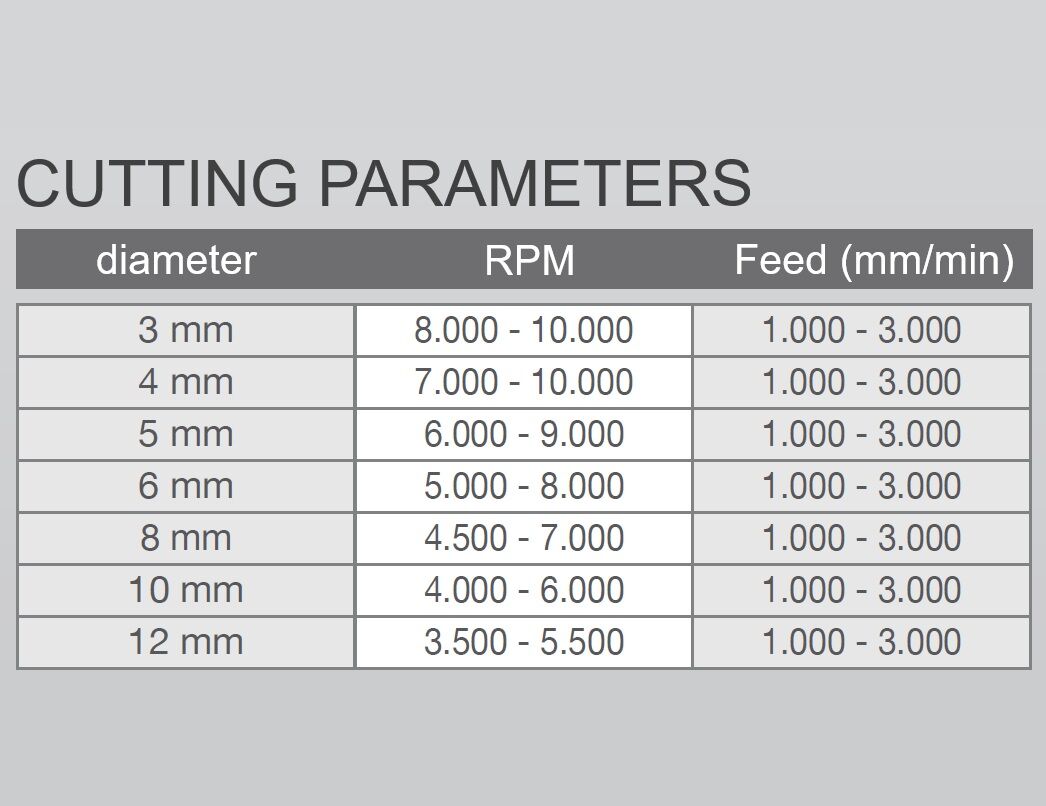
Cermet eignet sich für Schlicht- und Superfinish-Anwendungen, bei denen Schneidenstabilität, geringe Aufbauschneidenneigung und gleichbleibende Oberflächenqualität wichtig sind. Besonders geeignet ist es für Stahl, legierte Stähle, Baustähle, Gusseisen und Werkstoffe, bei denen präzise Oberflächen und reduzierte Gratbildung gefordert sind. Für schwere Schruppbearbeitungen, instabile Bedingungen oder stark unterbrochene Schnitte ist Cermet in der Regel nicht die erste Wahl; hier werden meist zähere Vollhartmetallwerkzeuge mit robusteren Geometrien bevorzugt. Für optimale Ergebnisse werden leichte Zustellungen, stabile Maschinenbedingungen, sichere Werkstückspannung und an den Werkzeugdurchmesser angepasste Parameter empfohlen. Die Richtwerte dieser Serie liegen je nach Durchmesser bei n= 3.500 - 10.000 U/min und F= 1.000 - 3.000 mm/min und müssen immer an Werkstoff, Spannung, Kühlschmierstrategie und Systemstabilität angepasst werden.
Für eine konstante Superfinish-Qualität sind präzise und steife Werkzeugaufnahmen entscheidend, zum Beispiel hochwertige Spannzangenfutter, Schrumpffutter oder Hochpräzisionsaufnahmen, kombiniert mit geringem Rundlauffehler und begrenzter Werkzeugauskragung. Fluchtungsfehler, unzureichende Werkzeugspannung oder instabile Werkstückspannung können Vibrationen, frühzeitigen Schneidenverschleiß, Oberflächenmarkierungen, Maßabweichungen und Qualitätsverluste am Radius verursachen. Diese Fräser eignen sich für mechanische Werkstätten, Formenbau, Präzisionszerspanung, technische Bauteile, CNC-Schlichtbearbeitung und Anwendungen, bei denen Oberflächengüte, Profilstabilität und Radiusgenauigkeit entscheidend sind.

Cermet-Torusfräser für Super-Finish – Technische Daten
| d1 h8 (mm) | d2 h6 (mm) | L1 (mm) | L (mm) | r (mm) |
|---|---|---|---|---|
| 3 | 3 | 7,5 | 50 | 0.2 |
| 4 | 4 | 10 | 50 | 0.2 |
| 5 | 5 | 12,5 | 50 | 0.2 |
| 6 | 6 | 15 | 50 | 0.5 |
| 8 | 8 | 20 | 60 | 0.5 |
| 10 | 10 | 25 | 75 | 0.5 |
| 12 | 12 | 30 | 75 | 0.5 |
- Hersteller:
- TADAAH
- Art und Ausführung:
- Cermet
