300.3xD Vollhartmetall-Spiralbohrer beschichtet mit CRALINIT 3xD, Spitzenwinkel 140°, ohne Kühlkanäle, Spitzendurchmesser von 2 bis 20 mm
(Inkl. MwSt.: 30,50 €)
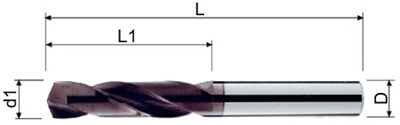
Vollhartmetall-Spiralbohrer (HM) mit CRALINIT-Beschichtung fuer praezise Bohrungen bis 3xD ohne Kuehlkanaele. h7 Schneiddurchmesser und h6 Schaft fuer sicheren Sitz und guten Rundlauf. CRALINIT erhoeht die Verschleissfestigkeit, reduziert Reibung und mindert Anhaftungen – fuer laengere Standzeit und bessere Oberflaeche.




Vollhartmetall-Spiralbohrer (HM) mit CRALINIT-Beschichtung fuer Bohrungen bis 3xD auf Drehmaschinen, Fraesen, Bohrmaschinen und CNC-Bearbeitungszentren. Der 140° Spitzenwinkel sorgt fuer stabilen Anschnitt und gute Spanabfuhr; h7 Schneid-Ø und h6 Schaft unterstuetzen Rundlauf und sicheres Spannen. Die CRALINIT-Beschichtung hilft, Reibung und Aufbauschneide zu reduzieren, erhoeht die Verschleissfestigkeit und die Standzeit. Konfigurierbarer Durchmesserbereich Ø2–Ø20 mm fuer Mikro- und Standardbohrungen in der Fertigung. Geeignet fuer Stahl, Guss, Aluminium und Edelstahl bis HRC <52. Einsatzbereiche: Zerspanung, Automotive, Aerospace, Formenbau, Metallbau, Instandhaltung und Serienfertigung.
Technische Daten
| Parameter | Wert |
|---|---|
| Typ | Vollhartmetall-Spiralbohrer (HM) |
| Bohrtiefe | 3xD |
| Verfuegbare Durchmesser | Ø2 – Ø20 mm |
| Kuehlkanaele | Keine |
| Beschichtung | CRALINIT |
| Spitzengeometrie / Spitzenwinkel | 140° |
| Toleranzen | Schneid-Ø h7 / Schaft h6 |
| Werkstoffe (indikativ) | Stahl, Guss, Aluminium, Edelstahl (HRC <52) |
| Einsatzbereiche | Zerspanung, Automotive, Aerospace, Formenbau, Metallbau, Instandhaltung |
Schnittparameter (Vc / F)
| Material / Zustand | Vc (m/min) | Ø3-5 F | Ø5-8 F | Ø8.1-12 F | Ø12.1-16 F | Ø16.1-20 F |
|---|---|---|---|---|---|---|
| Gewöhnliche Stähle <500 N/mm² (60/70) | 70-90 | 0.10 | 0.12 | 0.15 | 0.20 | 0.25 |
| Gewöhnliche Stähle <800 N/mm² (40/70) | 50-80 | 0.10 | 0.12 | 0.15 | 0.20 | 0.25 |
| Gewöhnliche Stähle <1000 N/mm² (35/50) | 45-60 | 0.10 | 0.12 | 0.13 | 0.17 | 0.20 |
| Gewöhnliche Stähle <1300 N/mm² (30/45) | 40-55 | 0.10 | 0.12 | 0.13 | 0.17 | 0.20 |
| Stahlguss <600 N/mm (GS 38) | 30-60 | 0.05-0.15 | 0.05-0.20 | 0.10-0.22 | 0.10-0.25 | 0.10-0.25 |
| Stahlguss <700 N/mm (GS 52) | 25-50 | 0.04-0.10 | 0.05-0.15 | 0.05-0.18 | 0.08-0.20 | 0.10-0.20 |
| Stahlguss >700 N/mm (GS 62) | 20-45 | 0.04-0.10 | 0.05-0.15 | 0.05-0.18 | 0.08-0.20 | 0.10-0.20 |
| Gusseisen <200 N/mm² (GG20 / GGG40 / GTS45) | 70-110 | 0.10-0.25 | 0.15-0.30 | 0.20-0.40 | 0.25-0.45 | 0.30-0.50 |
| Gusseisen <250 N/mm² (GG30 / GGG50 / GTS40) | 60-95 | 0.10-0.20 | 0.12-0.25 | 0.15-0.35 | 0.20-0.40 | 0.25-0.45 |
| Gusseisen >250 N/mm² (GG40 / GG70 / GTS70) | 50-80 | 0.10-0.20 | 0.12-0.25 | 0.15-0.35 | 0.20-0.40 | 0.25-0.45 |
| Gusseisen 350/450 HB | 20-55 | 0.04-0.10 | 0.06-0.12 | 0.08-0.15 | 0.08-0.15 | 0.10-0.20 |
| Kupfer – Messing – Bronze | 60-220 | 0.04-0.10 | 0.12-0.25 | 0.20-0.35 | 0.25-0.45 | 0.30-0.50 |
| Aluminium >10 % Si | 80-200 | 0.10-0.25 | 0.15-0.35 | 0.25-0.45 | 0.30-0.50 | 0.35-0.55 |
| Aluminium <10% Si | 70-200 | 0.10-0.25 | 0.15-0.35 | 0.25-0.45 | 0.30-0.50 | 0.35-0.55 |
| Titan | 15-40 | 0.02-0.07 | 0.04-0.10 | 0.06-0.12 | 0.08-0.15 | 0.08-0.15 |
| Edelstahl | 20-30 | 0.04-0.10 | 0.05-0.15 | 0.05-0.18 | 0.08-0.20 | 0.10-0.20 |
- Hersteller:
- TADAAH
- Art und Ausführung:
- Spiralbohrer 30° Z=2
- Bohrtiefe:
- 3 x D

