192.CMA Gewindebohrerhalter Zug Druck Ausgleich ER25, ER32, ER40 Morsekegel CM3
(Inkl. MwSt.: 250,34 €)
Gewindeschneidfutter mit Ausgleich in Zug- und Druckrichtung, ERC-Spannzange und Morsekonus sind für Gewindeschneidprozesse mit bidirektionaler axialer Kompensation ausgelegt. Das schwimmende System mit Auszugshub (E=12 mm) und Druckhub (C=-4 mm) gleicht Synchronisationsfehler zwischen Vorschub und Drehbewegung aus, verbessert die Gewindequalität und reduziert Werkzeugbruch. Kompatibel mit DIN 6499/B Spannzangen (ERC25, ERC32, ERC40) für präzise und stabile Bearbeitung auch unter Belastung.


Gewindeschneidfutter mit Ausgleich in Zug- und Druckrichtung, ERC-Spannzange und Morsekonus stellen eine fortschrittliche Lösung für Gewindeschneidprozesse auf Werkzeugmaschinen dar. Sie wurden entwickelt, um eine hohe Gewindequalität, Prozesssicherheit und eine deutliche Reduzierung des Werkzeugbruchrisikos zu gewährleisten. Das System eignet sich besonders für Anwendungen auf Einspindel- und Mehrspindeldrehmaschinen, CNC-Bearbeitungszentren, Bohrmaschinen und Transferanlagen, bei denen die Synchronisation zwischen Vorschub und Drehbewegung nicht immer exakt ist.
Das Funktionsprinzip basiert auf einem schwimmenden System mit bidirektionaler axialer Kompensation, das sowohl Zug- als auch Druckbewegungen ermöglicht. Der Auszugshub (E = 12 mm) kompensiert Differenzen zwischen Vorschub und Gewindesteigung während der Vorwärtsbewegung, während der Druckhub (C = -4 mm) in der Umkehrphase wirkt und die Belastung des Werkzeugs reduziert. Dieses doppelte Kompensationssystem sorgt für eine optimale Kraftverteilung während des gesamten Gewindeschneidprozesses.
Interne Federn ermöglichen die axiale Bewegung des Gewindebohrers, während ein leichtes radiales Spiel Ausrichtungsfehler zwischen Spindel und Werkstück ausgleicht. Diese Kombination verbessert die Gewindequalität, reduziert Versatzfehler und gewährleistet stabile Bearbeitungsbedingungen auch bei nicht optimalen Maschineneinstellungen.
Das System ist für ERC-Spannzangen nach DIN 6499/B (ERC25, ERC32, ERC40) ausgelegt und bietet eine hohe Flexibilität je nach Werkzeugdurchmesser und Anwendung. Unterschiedliche Baugrößen gewährleisten ein optimales Verhältnis zwischen Steifigkeit und Kompensationsfähigkeit.
Die Gewindeschneidfutter werden aus hochlegiertem, zertifiziertem Stahl gefertigt, gehärtet und vollständig geschliffen. Dies garantiert Verschleißfestigkeit, Präzision und langfristige Stabilität. Die Fertigung erfolgt in Italien unter strengen Qualitätskontrollen.
Sie finden Anwendung in der Automobilindustrie, in der industriellen Fertigung, in der Präzisionsmechanik sowie in der Lohnbearbeitung. Besonders geeignet sind sie für intensive Produktionsprozesse, bei denen Gewindequalität, Ausschussreduzierung und Werkzeugstandzeit entscheidend sind.
Die Auswahl sollte unter Berücksichtigung des Morsekonus, der ERC-Spannzange und der Einsatzbedingungen erfolgen, insbesondere bei Gewindeschneidprozessen mit erforderlicher Synchronisationskompensation. Dank der bidirektionalen axialen Kompensation bieten diese Systeme höchste Zuverlässigkeit und Flexibilität für professionelle Anwender.
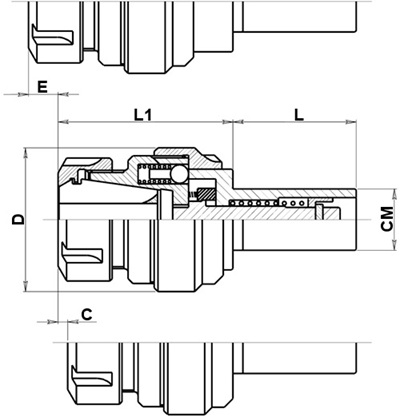
Gewindeschneidfutter mit Längen- und Druckausgleich – Technische Daten
| Spannzange | L | L1 | D | Schaft | E | C |
|---|---|---|---|---|---|---|
| ERC 25 | 86 mm | 68 mm | 58 mm | MK3 | 12 mm | -4 mm |
| ERC 32 | 86 mm | 70 mm | 58 mm | MK3 | 12 mm | -4 mm |
| ERC 40 | 86 mm | 88 mm | 63 mm | MK3 | 12 mm | -4 mm |
- Hersteller:
- TADAAH
- Art und Ausführung:
- Gewindeschneid
- Schaft Model:
- MK3
