Mitlaufende Zentrierspitzen Roehm HM PRO-CARBIDE INSERT, Morsekegel-Schaftaufnahme MK, mit Hartmetalleinsatz, Körper gehärtet und geschliffen - Spitzenwinkel 60°
(Inkl. MwSt.: 539,73 €)
Röhm HM Pro mitlaufende Zentrierspitze mit verschleißfestem Hartmetalleinsatz, gehärtetem und geschliffenem Körper und 60° Spitzenwinkel. Für die Werkstückabstützung auf Dreh- und Schleifmaschinen ausgelegt, mit Dreifach-Lagersystem für hohe axiale und radiale Belastungen und Rundlaufabweichung bis 0,005 mm bei vielen Ausführungen. Geeignet für präzise Bearbeitung von Wellen, Bolzen, Buchsen und Metallkomponenten.



Röhm HM Pro mitlaufende Zentrierspitzen mit Hartmetalleinsatz sind Präzisionskomponenten zum Gegenhalten und zur Abstützung des Werkstücks bei Dreh- und Schleifbearbeitungen. Sie eignen sich für Anwendungen, bei denen das Werkstück während der Rotation stabil gehalten werden muss, mit präziser Zentrierung und reduzierten Vibrationen, Durchbiegungen und Instabilitäten, die die Bearbeitungsqualität beeinträchtigen können. Der Hartmetalleinsatz an der Spitze ist ein wesentlicher Vorteil bei kontinuierlichen und anspruchsvollen Bearbeitungen, da er die Verschleißfestigkeit im Kontaktbereich erhöht und dazu beiträgt, die Genauigkeit über längere Einsatzzeiten konstant zu halten.
Die HM Pro Serie ist eine mitlaufende Zentrierspitze mit gehärtetem und geschliffenem Körper, entwickelt für Steifigkeit, Standzeit und Zuverlässigkeit in industriellen Anwendungen. Die Härtung verbessert die Widerstandsfähigkeit gegen Belastung und Verschleiß, während die geschliffene Ausführung eine präzise Aufnahme, hohe geometrische Qualität und stabile Montage unterstützt. Der Spitzenwinkel von 60° eignet sich für die meisten Bearbeitungen an zylindrischen Teilen, Wellen, Bolzen, Buchsen, mechanischen Komponenten und Drehteilen, bei denen eine korrekte axiale Abstützung für Rundlauf und Maßwiederholgenauigkeit entscheidend ist.
Ein zentrales technisches Merkmal dieser Kategorie ist der verschleißfeste Hartmetalleinsatz, der besonders nützlich ist, wenn die Zentrierspitze mit abrasiven Werkstoffen, gehärteten Bauteilen innerhalb der Einsatzgrenzen, legierten Stählen oder Komponenten aus Serienfertigung in Kontakt kommt. Der Einsatz reduziert den Verschleiß der Spitze, verbessert die Kontinuität des Kontakts und begrenzt Genauigkeitsverluste durch fortschreitende Abnutzung. Dies ist in der industriellen Fertigung wichtig, wenn Prozessstabilität über viele Betriebsstunden erhalten und Stillstandszeiten für Wartung oder Austausch reduziert werden müssen.
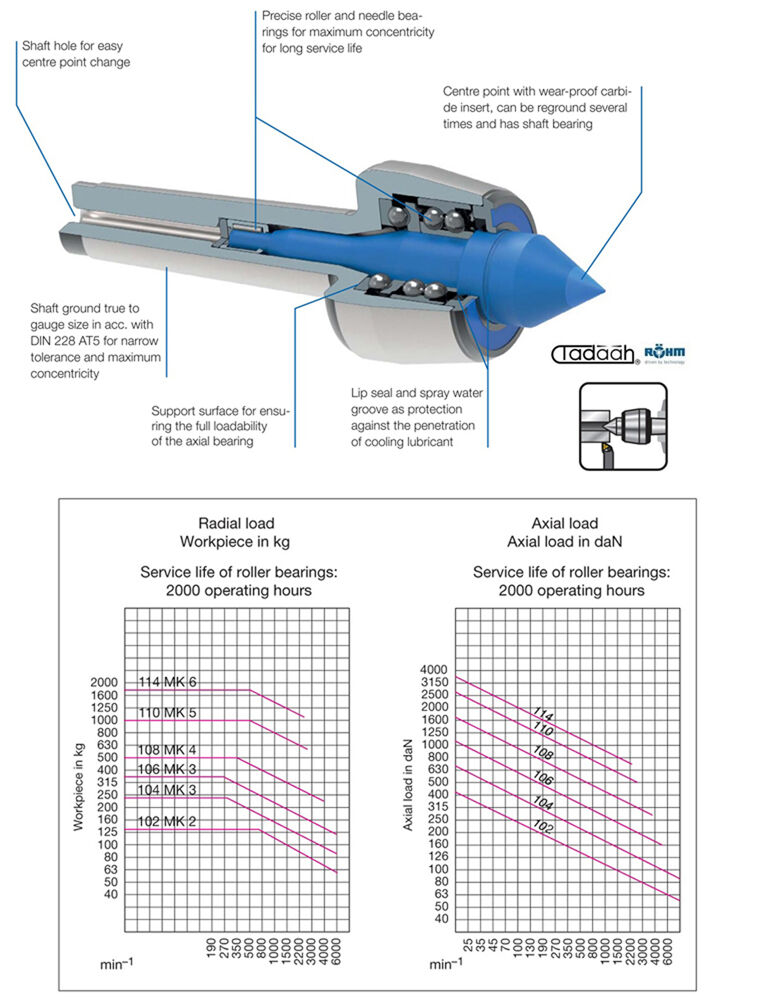
Das interne Dreifach-Lagersystem ermöglicht die Aufnahme hoher axialer und radialer Belastungen und gewährleistet ruhigen Lauf, Stabilität und Zuverlässigkeit auch unter anspruchsvollen Arbeitsbedingungen. Die technischen Diagramme zeigen das Verhalten der Zentrierspitze in Abhängigkeit von radialer und axialer Belastung mit Bezug auf die Lagerlebensdauer. Dadurch ist die HM Pro Serie für Bearbeitungen geeignet, bei denen das Werkstück beim Drehen oder Schleifen eine robuste Abstützung benötigt, ohne Präzision und Laufruhe zu beeinträchtigen.
Die maximale Rundlaufabweichung beträgt bei vielen Ausführungen 0,005 mm, ein entscheidender Wert für Anwendungen mit hohen Anforderungen an Maß- und Formgenauigkeit. Eine mitlaufende Zentrierspitze mit geringer Rundlaufabweichung hilft, Rundlauffehler, Ovalität, Formabweichungen und Maßschwankungen am Werkstück zu reduzieren. Beim Schleifen ist dieser Parameter besonders wichtig, da Oberflächengüte und Endgenauigkeit direkt von der Stabilität der Abstützung und der Ausrichtung zur Maschinenachse abhängen.
Die technische Tabelle zeigt eine Baureihe mit verschiedenen Größen und Leistungsstufen, geeignet für unterschiedliche Maschinen und Einsatzbedingungen. Die Ausführungen umfassen Aufnahmen mount MT von 2 bis 6, mit zunehmenden Abmessungen und steigender Belastbarkeit. Mehrere Modelle besitzen eine maximale Rundlaufabweichung von 0,005 mm, während die größte Ausführung eine maximale Rundlaufabweichung von 0,01 mm aufweist. Die maximalen Drehzahlen variieren je nach Größe, von höheren Drehzahlen bei kompakten Ausführungen bis zu niedrigeren Drehzahlen bei größeren und belastbareren Modellen. Dadurch kann der Techniker die passende Zentrierspitze entsprechend Werkstückgröße, Drehzahl, erwarteter Belastung, Maschinentyp und gefordertem Präzisionsniveau auswählen.
Diese Zentrierspitzen eignen sich für mechanische Werkstätten, Drehabteilungen, Schleifabteilungen, industrielle Instandhaltung, Automotive, Luft- und Raumfahrt, Präzisionsmechanik und Drehteilfertigung. Sie werden bei der Bearbeitung von Wellen, Bolzen, Buchsen, zylindrischen Komponenten, Metallteilen und Werkstücken eingesetzt, die während Schruppen, Schlichten oder Schleifen eine zuverlässige Abstützung benötigen. Die richtige Auswahl der HM Pro Zentrierspitze verbessert die Prozessstabilität, erhöht die Lebensdauer der Spitze, reduziert Wartungsaufwand und trägt dazu bei, die Qualität des bearbeiteten Werkstücks konstant zu halten.
Tadaah bietet Röhm HM Pro mitlaufende Zentrierspitzen mit Hartmetalleinsatz als technische Lösung für Fachleute an, die Präzision, Verschleißfestigkeit und Zuverlässigkeit in der industriellen Bearbeitung benötigen. Die Kombination aus gehärtetem und geschliffenem Körper, 60° Spitzenwinkel, Hartmetalleinsatz, Dreifach-Lagersystem und hoher Rundlaufgenauigkeit macht diese Serie geeignet für Produktionsumgebungen, in denen die Qualität der Werkstückabstützung direkte Auswirkungen auf Toleranzen, Oberflächengüte, Standzeit und Kontinuität des Bearbeitungsprozesses hat.
Verwendung
Um eine optimale Leistung zu gewährleisten, wird die rotierende Spitze im Stößel der Drehmaschine oder Schleifmaschine montiert. Wenn das Modell über eine Spannfläche verfügt, kann es mit einer zusätzlichen Sicherung für mehr Stabilität befestigt werden. Das zu bearbeitende Werkstück wird dann zwischen dem Spannfutter und der rotierenden Spitze positioniert, wobei die 60°-Spitze in eine vorher eingebrachte konische Aufnahme passt, um eine stabile Unterstützung zu gewährleisten.
Nachdem das Werkstück positioniert wurde, wird der Stößel der Maschine vorwärts bewegt, um den richtigen Druck auf das Werkstück auszuüben und eine sichere Fixierung ohne das Risiko einer Verformung zu gewährleisten. Im Gegensatz zu festen Spitzen verfügt die rotierende Version über interne Lager, die es ihr ermöglichen, sich zusammen mit dem Werkstück zu drehen und so Reibung und Abnutzung zu reduzieren. Diese Eigenschaft ist für Hochgeschwindigkeitsbearbeitungen, wie Präzisionsdreh- und Schleifprozesse, entscheidend.
Während der Bearbeitung trägt die rotierende Spitze zur Aufrechterhaltung der Konzentrizität bei und reduziert Vibrationen, was die Qualität des Oberflächenfinishs verbessert. Am Ende des Bearbeitungsprozesses wird der Druck gelöst und das Werkstück entfernt. Es folgt eine Qualitätskontrolle, und bei Bedarf wird die rotierende Spitze gewartet, die dank ihrer permanenten Schmierung und der robusten, gehärteten und geschliffenen Struktur nur minimalen Wartungsaufwand erfordert und eine lange Lebensdauer sowie konstante Präzision garantiert.
HM Pro - Hartmetalleinsatz, Körper gehärtet und geschliffen - Spitzenwinkel 60°
| Parameter | 032140 | 090089 | 237413 | 093306 | 221016 | 221017 |
|---|---|---|---|---|---|---|
| Aufnahme MT | 2 | 3 | 3 | 4 | 5 | 6 |
| Größe | 102 | 104 | 106 | 108 | 110 | 114 |
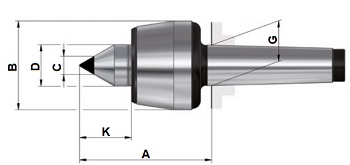
| A mm | 65 | 70,5 | 79,5 | 102,5 | 129 | 152 |
| B mm | 43 | 48,5 | 58,5 | 68,5 | 88,5 | 102,5 |
| C mm | 11 | 11 | 14 | 14 | 18 | 18 |
| D mm | 20 | 22 | 25 | 32 | 40 | 50 |
| G mm | 17,78 | 23,825 | 23,825 | 31,267 | 44,399 | 63,348 |
| K mm | 24 | 27 | 30,5 | 40 | 49,5 | 57 |
| Ca. Gewicht g | 600 | 900 | 1300 | 2300 | 4700 | 10000 |
| Max. Werkstückgewicht kg | 120 | 240 | 360 | 500 | 1000 | 1800 |
| Max. Rundlaufabweichung mm | 0,005 | 0,005 | 0,005 | 0,005 | 0,005 | 0,01 |
| Max. Drehzahl min-1 | 7000 | 6300 | 5000 | 3800 | 3000 | 2600 |
- Hersteller:
- ROHM
- Art und Ausführung:
- Standardausführung 60°








