TRBHSK63A SCHUNK Polygonspannfutter TRIBOS-S mit HSK63A-Schaft DIN ISO 12164-1 für die Bearbeitung in kleine Grundfläche, Spanndurchmesser Ihrer Wahl
(Inkl. MwSt.: 367,40 €)
SCHUNK TRIBOS-S HSK-A63 Polygonspannfutter für hochpräzise Zerspanungsanwendungen. Spielfreies Spannsystem durch elastische Verformung mit Rundlauf < 0,003 mm. Geeignet für h6-Werkzeugschäfte, ausgewuchtet G2.5 bei 25.000 U/min und Drehzahlen bis 85.000 U/min. Unterstützen Kühlmittelzufuhr bis 100 bar, MQL und axiale Längenverstellung.








Die polygonalen Spannfutter SCHUNK TRIBOS-S HSK-A63 sind für hochpräzise Zerspanungsprozesse ausgelegt, bei denen hohe Drehmomentübertragung und maximale Steifigkeit insbesondere bei größeren Werkzeugdurchmessern erforderlich sind.
Das Spannprinzip basiert auf einer kontrollierten elastischen Verformung des polygonalen Spannbereichs. Mithilfe der TRIBOS SVP Spannvorrichtung wird das Innenprofil temporär kreisförmig, sodass das Werkzeug eingesetzt werden kann. Nach Entlastung kehren die Spannfutter in ihre ursprüngliche polygonale Form zurück und gewährleisten eine spielfreie, gleichmäßige Spannung.
Dieses System eliminiert kumulative Toleranzen klassischer Spannsysteme und ermöglicht eine Rundlaufgenauigkeit von unter 0,003 mm bei 2,5 x D. Die Spannfutter sind für Werkzeuge mit h6-Schaft ausgelegt und gewährleisten eine stabile Drehmomentübertragung auch bei hohen Belastungen.
Die schlanke Bauform ermöglicht Bearbeitungen in schwer zugänglichen Bereichen. Die symmetrische Konstruktion mit Auswuchtung G2.5 bei 25.000 U/min erlaubt Drehzahlen bis 85.000 U/min und sorgt für hohe Prozessstabilität.
Die integrierte axiale Längenverstellung mit 10 mm Verstellweg ermöglicht präzises Presetting. Durch Reduzierhülsen kann der Spannbereich erweitert werden.
Die Spannfutter unterstützen Kühlmittelzufuhr bis 100 bar sowie MQL-Systeme und verbessern Spanabfuhr und Werkzeugstandzeit. Die HSK-A63 Schnittstelle garantiert höchste Steifigkeit und Präzision.
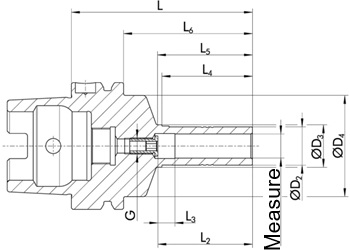
TRIBOS-S HSK-A 63 – Metrische technische Maßdaten
| Größe | D₂ [mm] | D₃ [mm] | D₄ [mm] | L [mm] | L₂ [mm] | L₃ [mm] | L₄ [mm] | L₅ [mm] | L₆ [mm] | G | Mmin [Nm] | Gewicht [kg] |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 6 | 9.9 | 13.1 | 50 | 80 | 37 | 10 | 35 | 37.2 | 54 | M5 | 5 | 0.7 |
| 8 | 13 | 15.1 | 50 | 80 | 37 | 10 | 35 | 37.2 | 54 | M6 | 12 | 0.7 |
| 10 | 16 | 18.1 | 50 | 85 | 42 | 10 | 40 | 42.2 | 59 | M8x1 | 20 | 0.75 |
| 12 | 19 | 21.1 | 50 | 90 | 47 | 10 | 45 | 47.2 | 64 | M8x1 | 30 | 0.8 |
| 14 | 22 | 24.1 | 50 | 90 | 47 | 10 | 45 | 47.2 | 64 | M10x1 | 50 | 0.85 |
| 16 | 25 | 27.1 | 50 | 95 | 48 | 10 | 45 | 47.2 | 69 | M10x1 | 70 | 0.85 |
| 18 | 28 | 30.1 | 50 | 95 | 48 | 10 | 45 | 47.2 | 69 | M10x1 | 100 | 1.05 |
| 20 | 30 | 32.1 | 50 | 100 | 52 | 10 | 45 | 47.2 | 74 | M10x1 | 150 | 1.05 |
| 25 | 36 | 38.1 | 50 | 95 | 57 | 10 | 45 | 52 | 69 | M10x1 | 200 | 1.1 |
| 32 | 45 | 47.1 | 50 | 100 | 61 | 10 | 45 | 57 | 74 | M10x1 | 280 | 1.15 |
| 1/4" | 10.3 | 13.1 | 50 | 80 | 37 | 10 | 35 | 37 | 54 | M5 | 6 | 0.7 |
| 3/8" | 15 | 17.1 | 50 | 85 | 42 | 10 | 40 | 42 | 59 | M6 | 20 | 0.75 |
| 1/2" | 20 | 22.1 | 50 | 90 | 47 | 10 | 45 | 47 | 64 | M8x1 | 40 | 0.8 |
| 3/4" | 29 | 31.1 | 50 | 95 | 52 | 10 | 45 | 47 | 69 | M10x1 | 120 | 1.05 |
TRIBOS-S HSK-A 63 – Technische Merkmale und Vorteile
| Version | Ideal für Zerspanungsbearbeitungen – Radialkräfte sind zu berücksichtigen |
| Rundlaufgenauigkeit | < 0,003 mm bei 2,5 x D |
| Wuchtgüte | G2,5 bei 25.000 rpm oder Umax < 1 gmm |
| Werkzeugschaftqualität | h6 |
| Reduzierhülsen | Spannen zusätzlicher Schaftdurchmesser mit Reduzierhülsen |
| Datenträgeraufnahme | Chip-Sitzbohrungen gemäß DIN 69873 |
| MQL (Mindestmengenschmierung) | Für MQL (Mindestmengenschmierung) geeignetes Design auf Anfrage verfügbar |
| Werkzeughalterwechsel | Für den automatischen Werkzeughalterwechsel |
| Axiale Einstellschraube | Mit Schraube zur axialen Längeneinstellung |
| Axiale Längeneinstellung | Längeneinstellung im Präzisionsbereich von 0,01 mm mit 10 mm Einstellweg |
| Extrem schlanke Bauform | Präzise Bearbeitungen auch an schwer erreichbaren Werkstückstellen |
| Hohe Flexibilität | Spannen verschiedener Durchmesser durch den Einsatz geschlitzter oder dichtender Zwischenhülsen |
| Leichtbauweise | Schneller Vorschub und Drehzahlbereich bis 85.000 U/min (HSC) |
| Konstanter Rundlauf und Wiederholgenauigkeit | < 0,003 mm |
| Volle Kompatibilität | Ideal kombinierbar mit TENDO SVL und TRIBOS SVL Verlängerungen |
| Hervorragende Schwingungsdämpfung | Mikro-Lunker werden vermieden und bessere Werkstückoberflächen erzielt, die Maschinenspindel wird geschützt, die Werkzeugstandzeit verlängert sich und dadurch sinken die Kosten |
| Serienmäßige Feinwuchtung | Für hohe Drehzahlen geeignet mit einer Wuchtgüte von G2.5 bei 25.000 U/min |
| Rotationssymmetrisches Design | Die rotationssymmetrische Struktur minimiert das Störkonturprofil und gewährleistet eine hohe Drehzahl |
TRIBOS-S HSK-A 63 – Technologie und Funktionsprinzip
| Produktbeschreibung | Extrem schlanke polygonale Werkzeughalter. Präzision für Bearbeitungsbedingungen auf engstem Raum. Wenn einige Werkstückbereiche nur schwer erreichbar sind oder herkömmliche Spannsysteme ihre Grenzen erreichen, bieten TRIBOS-S Polygonspannfutter mit ihrer extrem schlanken Bauweise die Lösung. Die maximale konstante Rundlauf- und Wiederholgenauigkeit < 0,003 mm sorgt für einen noch gleichmäßigeren Schneideneingriff und verbessert dadurch die Werkzeugstandzeit um mehr als das Vierfache. |
| Technologie | TRIBOS SVP Betätigungseinrichtungen verformen die polygonale Form des Werkzeughalters so weit, bis sie kreisförmig wird und das Einsetzen des Werkzeugs möglich ist. Nach dem Druckabbau kehrt der Werkzeughalter in seine ursprüngliche polygonale Form zurück und spannt den eingesetzten Werkzeugschaft sicher und präzise. |
| Element 1 | Axiale Einstellschraube – Für ein einfaches und schnelles Voreinstellen des Werkzeugs |
| Element 2 | Grundkörper – Am Grundkörper befindet sich die maschinenseitige Schnittstelle |
| Schritt 1 | Polygonaler Spanndurchmesser – Mittels TRIBOS SVP Geräten und durch Aufbringen des jeweiligen Betätigungsdrucks verformt sich der polygonale Spanndurchmesser des Werkzeughalters und wird kreisförmig. |
| Schritt 2 | Der polygonale Spanndurchmesser nimmt durch Betätigungsdruck eine kreisförmige Form an und erleichtert dadurch das Einführen des Werkzeugschafts. |
| Schritt 3 | Einführen des Werkzeugschafts – Wenn sich der auf den Spanndurchmesser ausgeübte Druck verringert, nimmt dieser wieder seine ursprüngliche polygonale Form an. |
| Schritt 4 | Werkzeug gespannt – Der eingesetzte Werkzeugschaft wird zuverlässig mit hoher Wiederholgenauigkeit gespannt. |
- Hersteller:
- SCHUNK
- Art und Ausführung:
- Polygonaler Verschluss
- Schaft Model:
- HSK63A
