08.29.200 Camma frontale standard per tornio plurimandrino Gildemeister-DMG Mori AS20, GS20, GM20, GM20AC
Disponibile
Solo %1 rimasto/i
SKU
TD-0829200
A partire da
117,00 €
(Tasse incl.: 142,74 €)
(Tasse incl.: 142,74 €)
La 08.29.200 è la camma frontale standard configurabile per i mandrini frontali dei torni plurimandrino Gildemeister-DMG Mori AS20, GS20, GM20 e GM20AC. La famiglia comprende varianti per le posizioni 2-3-4-5-6 con corsa h di lavoro nominale da 0 a 27 mm, arco di lavoro 189° e corsa rapida H 25 mm al rapporto leva 1. Il profilo sincronizza foratura, filettatura, sostegno con contropunta e altre lavorazioni coassiali. La scelta della variante e del rapporto leva consente di adattare corsa, avanzamento e tempo di contatto al ciclo, mantenendo sotto controllo giochi di trasmissione, precisione e sicurezza di disimpegno.



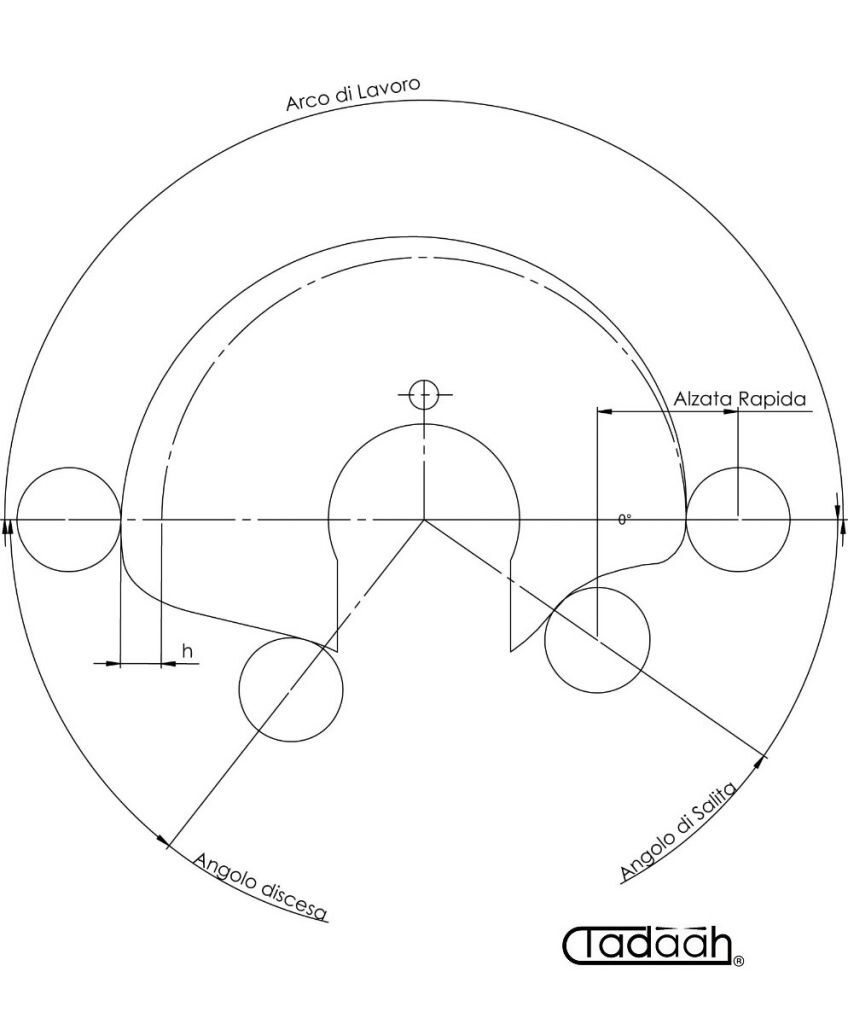
La 08.29.200 identifica il prodotto configurabile della famiglia di camme frontali standard destinate al comando dei mandrini frontali sui torni automatici plurimandrino Gildemeister-DMG Mori AS20, GS20, GM20 e GM20AC. I dati cinematici di riferimento derivano dalla tabella delle camme standard GM20 e la compatibilità effettiva deve essere verificata in base alla versione della macchina, al gruppo frontale installato e alla configurazione dell'attrezzatura. La camma è stata sviluppata per trasformare la rotazione continua dell'albero a camme in un movimento assiale sincronizzato, ripetibile e meccanicamente definito del mandrino frontale. Questa soluzione permette di coordinare il movimento dell'utensile con le altre fasi del ciclo senza ricorrere a un asse elettronico, caratteristica particolarmente utile nelle produzioni ripetitive di minuterie tornite dove produttività, robustezza e costanza del tempo ciclo sono prioritarie. La famiglia 08.29.200 è dedicata alle posizioni frontali 2-3-4-5-6. Non deve essere utilizzata nella posizione frontale 1, per la quale è previsto uno specifico gruppo di camme con diverso orientamento e con verifiche dedicate rispetto al fermo barra. Il profilo comanda mandrini frontali fissi o rotanti e può essere impiegato per forature con punte, maschiature, filettature con filiere, sostegno del pezzo con contropunta, forature rotanti con utensili di piccolo diametro, alesature leggere e altre lavorazioni coassiali all'asse del pezzo. La selezione deve sempre considerare la lunghezza dell'utensile, la profondità richiesta, il materiale lavorato, la velocità di rotazione, la capacità di evacuazione del truciolo e lo spazio necessario per il completo rientro prima dell'indexaggio del tamburo. Il prodotto configurabile riunisce le varianti standard con arco di lavoro 189°, angolo di salita 45°, angolo di discesa 42°, corsa rapida H 25 mm al rapporto leva 1 e campo costruttivo compreso tra R minimo 50,5 mm e R massimo 102,5 mm. Le opzioni disponibili si distinguono per la corsa h di lavoro nominale al rapporto leva 1: codice 08.29.205 con h 0 mm, codice 08.29.201 con h 2,5 mm, codice 08.29.202 con h 5 mm, codice 08.29.203 con h 10 mm, codice 08.29.204 con h 20 mm e codice 16.29.408 con h 27 mm. La variante con h 0 mm presenta angolo di riposo 189°, mentre le varianti con corsa h di lavoro da 2,5 a 27 mm utilizzano il valore corretto di angolo di riposo 6°. La corsa h di lavoro indica la fase di avanzamento utile destinata alla lavorazione, mentre la corsa rapida H determina l'avvicinamento e il disimpegno del mandrino frontale. Il rapporto leva è regolabile in modo continuo e i riferimenti 0,8 - 1 - 1,2 - 1,4 - 1,6 consentono di modificare proporzionalmente sia la corsa rapida H sia la corsa h di lavoro. Ai cinque rapporti corrispondono corse rapide H di 20 - 25 - 30 - 35 - 40 mm. Per la variante h 2,5 mm le corse di lavoro corrispondenti sono 2 - 2,5 - 3 - 3,5 - 4 mm. Per la variante h 5 mm sono 4 - 5 - 6 - 7 - 8 mm. Per la variante h 10 mm sono 8 - 10 - 12 - 14 - 16 mm. Per la variante h 20 mm sono 16 - 20 - 24 - 28 - 32 mm. Per la variante h 27 mm sono 21,6 - 27 - 32,4 - 37,8 - 43,2 mm. La variante h 0 mm mantiene corsa di lavoro nulla a tutti i rapporti. Poiché la regolazione è continua, è possibile ottenere valori intermedi tra i riferimenti, ma la risoluzione pratica non è un dato digitale fisso: dipende dalla leggibilità dell'indice, dalla precisione del bloccaggio, dalla rigidità della leva, dal gioco della trasmissione e dal metodo di misurazione impiegato. Per scegliere correttamente la variante occorre partire dalla profondità effettiva di lavorazione e aggiungere le quote necessarie per imbocco, sicurezza, affilatura utensile, eventuale compensazione del riaffilaggio e rientro. Una corsa eccessiva allunga il ciclo e può aumentare urti, vibrazioni e usura. Una corsa insufficiente può impedire il raggiungimento della quota, lasciare il filetto incompleto oppure non garantire il completo disimpegno dell'utensile. Per forature profonde o utensili sensibili è opportuno scegliere il profilo che consente un avanzamento compatibile con il diametro della punta e con il materiale, verificando che la fase di salita non generi accelerazioni troppo elevate. Per maschi e filiere è necessario coordinare corsa, velocità di rotazione e cinematica del portautensile, evitando sforzi assiali o inversioni non sincronizzate. Il montaggio deve essere eseguito con macchina arrestata e in sicurezza, verificando il corretto riferimento angolare, il serraggio della camma, l'appoggio del rullo e la libera rotazione dell'intero sistema. Dopo il montaggio si regola l'indice del rapporto leva, si posiziona il mandrino frontale e si misura la corsa reale. La corsa rapida H e la corsa h di lavoro possono essere controllate con comparatore centesimale o millesimale disposto in asse al movimento, azzerato su un riferimento stabile. Per le altezze e le profondità finali si possono utilizzare comparatori, micrometri di profondità, tamponi, calibri e pezzi campione. Il primo collaudo deve essere svolto a rotazione manuale o a velocità ridotta, seguendo l'intero profilo e verificando che punta, maschio, filiera, contropunta o utensile rotante siano completamente fuori dal pezzo prima dell'indexaggio. È consigliabile ripetere la misura dopo il serraggio definitivo e dopo il riscaldamento iniziale della macchina, perché assestamenti e dilatazioni possono modificare leggermente la quota. La precisione ottenibile dipende dalla qualità geometrica del profilo e dall'intera catena cinematica. Usura del rullo, eccentricità della camma, errori di forma, disallineamento del mandrino frontale, gioco di boccole e perni, cuscinetti con gioco eccessivo, flessioni del portautensile o serraggi insufficienti possono produrre variazioni di corsa, avanzamento irregolare e vibrazioni. Sul pezzo questi difetti possono manifestarsi come errori di profondità, coassialità, cilindricità, rettilineità, concentricità, finitura superficiale e geometria del foro o del filetto. Il controllo qualità deve quindi confrontare la corsa teorica con quella misurata e verificare il pezzo con strumenti adeguati, distinguendo gli errori generati dalla camma da quelli dovuti a utensile, mandrino, materiale o parametri di taglio. Per ottimizzare l'utilizzo è importante mantenere pulite e lubrificate le superfici di contatto, controllare periodicamente rullo, perno, leva, boccole, cuscinetti e dispositivi di bloccaggio, eliminare giochi anomali e registrare le impostazioni che hanno prodotto un ciclo stabile. La sostituzione preventiva di componenti usurati riduce variazioni dimensionali e fermate improvvise. Una scheda di attrezzaggio con codice camma, rapporto leva, corsa misurata, utensile, quota di lavoro e posizione frontale facilita il ripristino del ciclo e rende più affidabile la manutenzione preventiva e straordinaria. Questa famiglia è indicata per attrezzisti, conduttori di torni plurimandrino, uffici tecnici, costruttori e revisionatori di macchine utensili, reparti di controllo qualità, manutentori, aziende automotive e produttori di componenti di meccanica di precisione. Tadaah propone il prodotto configurabile come guida alla selezione delle varianti e come supporto tecnico alla preparazione del ciclo. Prima dell'acquisto è consigliato confrontare il codice della camma esistente, la posizione di montaggio, la corsa h di lavoro richiesta, il rapporto leva utilizzato e gli ingombri reali della macchina.
Corse dei mandrini frontali con camme standard per GM 20
| N. disegno camma | Arco di lavoro | Angolo di salita | Angolo di discesa | Angolo di riposo | Alzata rapida H | Corsa h di lavoro | Rapporti alla leva e corse corrispondenti (rapporti continui) |
Costruzione da R min a R max R min 50,5 – R max 102,5 |
|||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0,8 | 1 | 1,2 | 1,4 | 1,6 | |||||||||||||
| H | h | H | h | H | h | H | h | H | h | ||||||||
| 16.29.401 | 162° | 30° | 42° | 162° | 25 | – | 20 | – | 25 | – | 30 | – | 35 | – | 40 | – | Camme standard Pos. 1 |
| 16.29.402 | 162° | 30° | 42° | 6° | 35 | 2,5 | 28 | 2 | 35 | 2,5 | 42 | 3 | 49 | 3,5 | 56 | 4 | |
| 16.29.405 | 162° | 30° | 42° | 6° | 35 | 12 | 28 | 9,6 | 35 | 12 | 42 | 14,4 | 49 | 16,8 | 56 | 19,2 | |
| 16.29.406 | 162° | 30° | 42° | 6° | 35 | 17 | 28 | 13,6 | 35 | 17 | 42 | 20,4 | 49 | 23,8 | 56 | 27,2 | |
| 16.29.407 | 162° | 30° | 42° | 162° | 40 | – | 32 | – | 40 | – | 48 | – | 56 | – | 64 | – | |
| 16.29.403 | 162° | 30° | 42° | 6° | 40 | 5 | 32 | 4 | 40 | 5 | 48 | 6 | 56 | 7 | 64 | 8 | |
| 16.29.404 | 162° | 30° | 42° | 6° | 40 | 10 | 32 | 8 | 40 | 10 | 48 | 12 | 56 | 14 | 64 | 16 | |
| 08.29.205 | 189° | 45° | 42° | 189° | 25 | – | 20 | – | 25 | – | 30 | – | 35 | – | 40 | – | Camme standard Pos. 2–3–4–5–6 |
| 08.29.201 | 189° | 45° | 42° | 6° | 25 | 2,5 | 20 | 2 | 25 | 2,5 | 30 | 3 | 35 | 3,5 | 40 | 4 | |
| 08.29.202 | 189° | 45° | 42° | 6° | 25 | 5 | 20 | 4 | 25 | 5 | 30 | 6 | 35 | 7 | 40 | 8 | |
| 08.29.203 | 189° | 45° | 42° | 6° | 25 | 10 | 20 | 8 | 25 | 10 | 30 | 12 | 35 | 14 | 40 | 16 | |
| 08.29.204 | 189° | 45° | 42° | 6° | 25 | 20 | 20 | 16 | 25 | 20 | 30 | 24 | 35 | 28 | 40 | 32 | |
| 16.29.408 | 189° | 45° | 42° | 6° | 25 | 27 | 20 | 21,6 | 25 | 27 | 30 | 32,4 | 35 | 37,8 | 40 | 43,2 | |
- Costruttore:
- GILDEMEISTER - DMG MORI
- Tipologia:
- Standard frontale
- Modello Macchina:
- AS16, AS20, GM20, GM20AC, GS20