
Introduzione
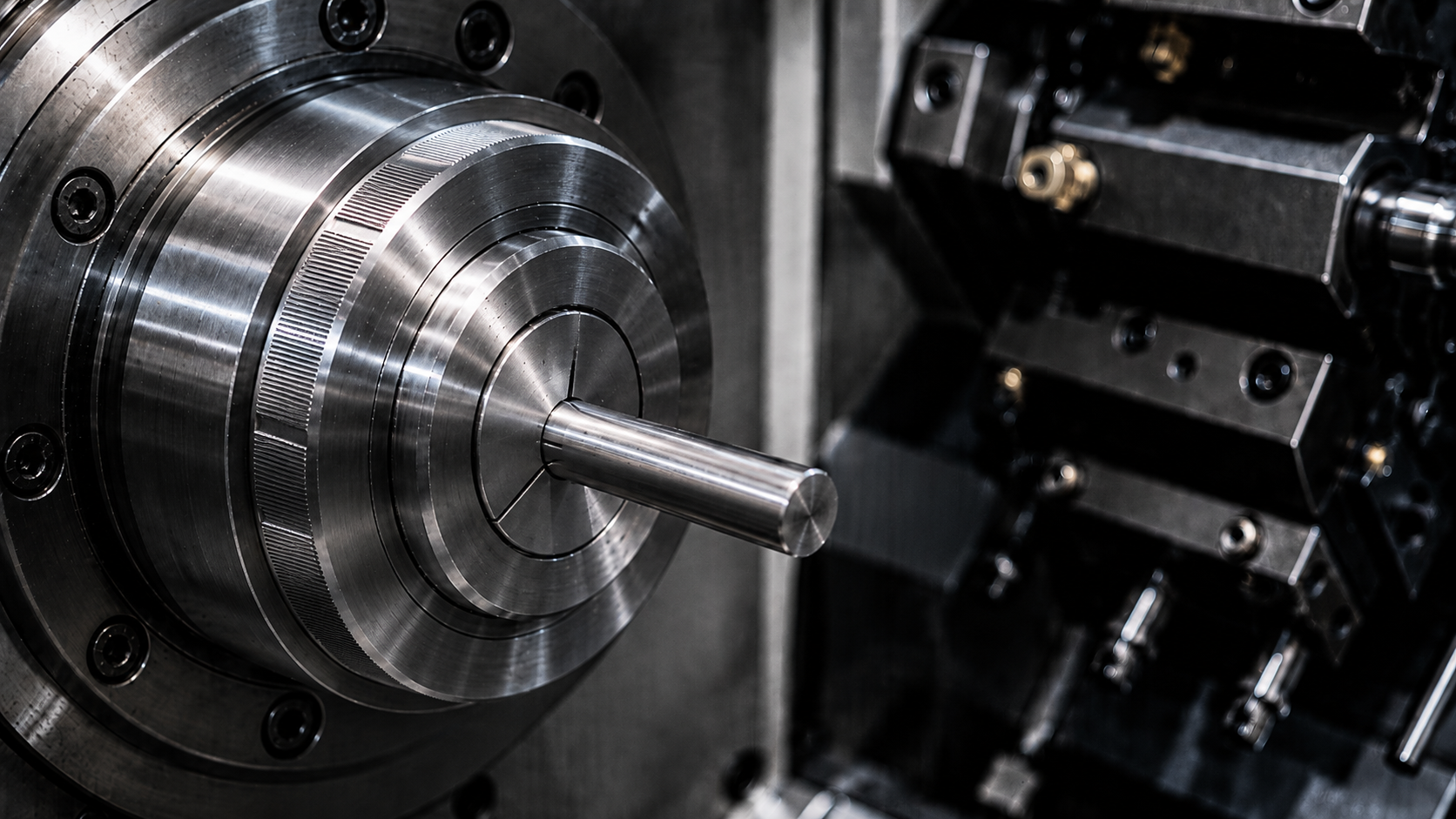
La lavorazione dell’ottone senza piombo CW510 rappresenta una delle sfide più complesse nelle produzioni su torni automatici plurimandrino meccanici, soprattutto nella minuteria tornita. Rispetto all’ottone tradizionale CW614, il materiale presenta comportamenti differenti in termini di formazione del truciolo, dissipazione del calore e stabilità dimensionale, rendendo più difficile il controllo del processo produttivo.
Problemi riscontrati in produzione
Durante l’avviamento della produzione, il cliente ha riscontrato diverse criticità che impedivano il raggiungimento dei requisiti dimensionali e produttivi richiesti. In particolare, si evidenziavano problemi di controllo del truciolo, variazioni dimensionali durante la lavorazione e una significativa riduzione del rendimento macchina.
La presenza di truciolo non evacuato correttamente causava frequenti rotture utensili, mentre l’elevata temperatura generata durante la lavorazione influenzava negativamente la stabilità delle quote.
Analisi tecnica del processo
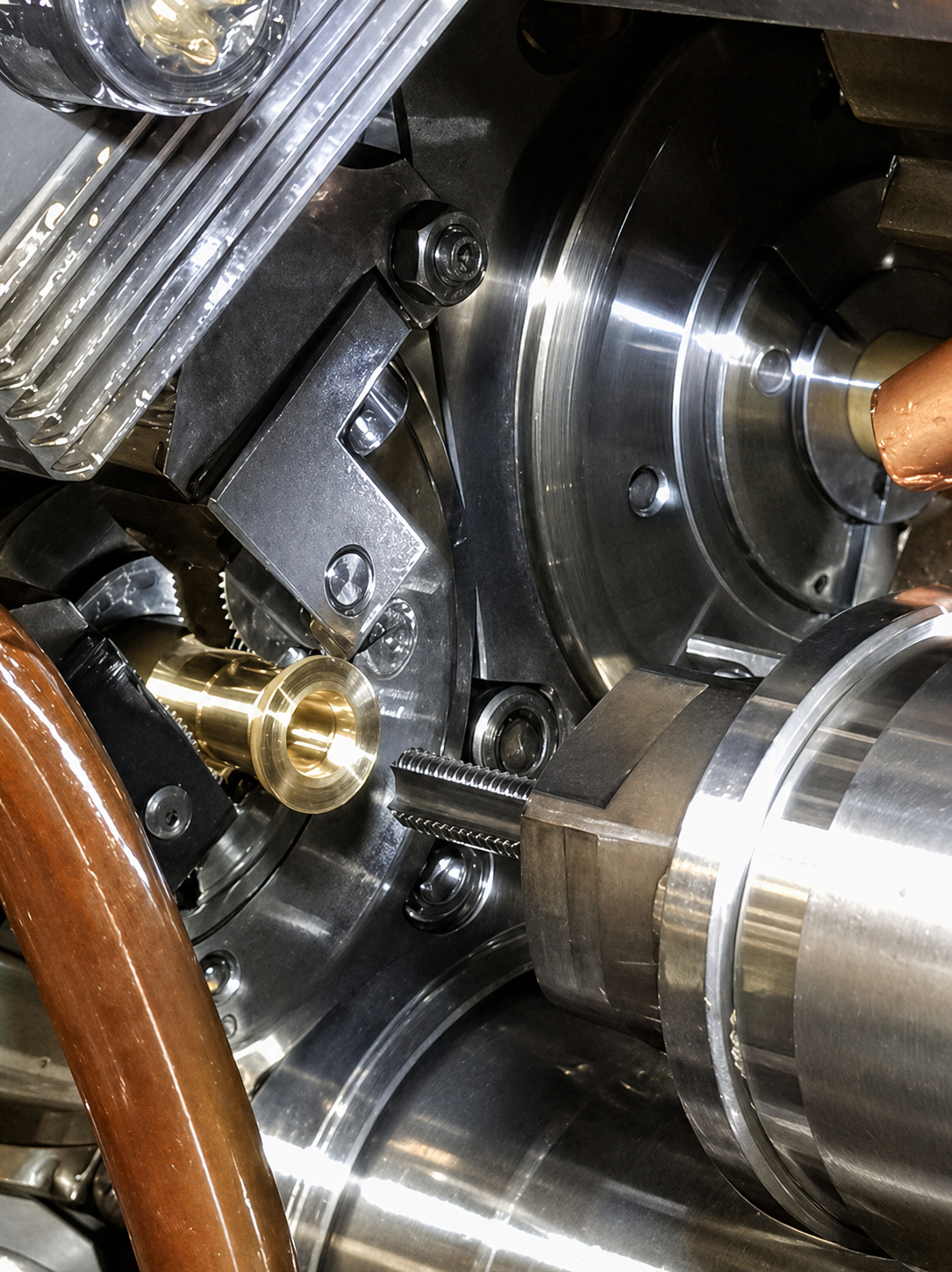
I tecnici Tadaah sono intervenuti direttamente in produzione, analizzando il ciclo di lavoro, il comportamento della macchina e il disegno del componente con le relative tolleranze. Sono stati inoltre misurati e analizzati in dettaglio i pezzi di scarto per individuare le cause principali delle non conformità.
Per strutturare l’analisi è stato utilizzato il metodo “fishbone” (diagramma causa-effetto), che ha permesso di individuare i fattori critici del processo, tra cui:
- temperatura elevata durante la lavorazione
- scarsa evacuazione del truciolo
- instabilità dimensionale durante il ciclo
Intervento in macchina e ottimizzazione temporanea
In una prima fase è stato necessario stabilizzare il processo produttivo per garantire continuità di produzione ed evitare fermi macchina. Sono state quindi effettuate modifiche direttamente in macchina, intervenendo sui parametri di lavorazione e sull’affilatura degli utensili.
L’affilatura è stata eseguita direttamente in produzione utilizzando mole abrasive Tyrolit, consentendo un rapido adattamento degli utensili alle condizioni operative.
Questi interventi hanno permesso di ottenere una produzione stabile per più giorni consecutivi, migliorando temporaneamente la gestione del truciolo e la stabilità dimensionale.
Ottimizzazione definitiva del processo
L’analisi delle condizioni operative ha permesso di definire una serie di interventi strutturali finalizzati a rendere il processo affidabile nel lungo periodo. In particolare, sono state implementate le seguenti azioni:
- progettazione di nuovi utensili specifici per il materiale CW510
- realizzazione di nuove camme ottimizzate per il ciclo di lavoro
- revisione completa del ciclo di lavorazione
- formazione del personale per l’affilatura corretta degli utensili
Risultati ottenuti
Gli interventi effettuati hanno portato a un significativo miglioramento delle prestazioni produttive. La lavorazione è risultata stabile, con una corretta evacuazione del truciolo e senza interruzioni del ciclo produttivo.
Il tempo ciclo è stato ridotto fino a livelli comparabili con la lavorazione dell’ottone standard CW614, mantenendo il rispetto delle tolleranze richieste. La durata degli utensili, pur inferiore rispetto al CW614, si è attestata su valori ottimali e compatibili con una produzione industriale continua su più turni.
Conclusione
La lavorazione dell’ottone senza piombo CW510 richiede un approccio tecnico strutturato e una profonda conoscenza del processo produttivo. L’analisi delle cause, unita a interventi mirati su utensili, parametri e ciclo di lavoro, consente di ottenere un processo stabile, efficiente e conforme ai requisiti dimensionali richiesti.





Commenti