300 Utensileria Ossolana Frese lamatori in HSSE UNI 6841 per sedi di viti a brugola UNI 5931 a scelta da M3 a M20, taglienti a elica destra e gambo cilindrico tolleranza h8
(Tasse incl.: 24,69 €)
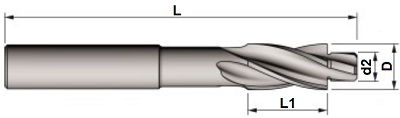
Le frese per sedi di vite piane a codolo cilindrico, secondo la norma UNI 6841, sono utensili ad asportazione truciolo progettati per realizzare il profilo della testa di viti UNI 5931 e UNI 5932 all'interno di un foro. Questi utensili sono realizzati in materiale HSSE e presentano quattro eliche destre con un angolo di 25°, permettendo così l'azione di quattro taglienti per l'asportazione di vari materiali, come acciaio. Nel caso di materiali più duri, come titanio o acciai temprati HRC50 o superiori, si consiglia di consultare esperti per un supporto tecnico. La fresatura delle sedi per le viti a brugola è impiegata per ridurre l'ingombro nei gruppi di montaggio e occultare le teste delle viti, aumentando la sicurezza dell'assemblaggio.


Cosa sono le frese per sedi di vite piane a codolo cilindrico. UNI 6841
Gli utensili lamatori o frese per sedi viti piane, sono utensili ad asportazione truciolo che servono per eseguire il profilo della testa di una vite UNI 5931 e UNI 5932 all’interno del foro di un pezzo in modo da evitare o ridurre la sporgenza della testa della vite a brugola.
Come sono realizzate le frese
Le frese sono realizzate con materiale HSSE e sono spogliate con 4 eliche destre un angolo di 25°, realizzando in questo modo 4 taglienti che generano l’asportazione del materiale che può essere acciaio o qualsiasi altro materiale.
Per materiali particolarmente duri come ad esempio Titanio, acciai temprati HRC50 o superiore, leghe al nichel o altri materiali particolari, è preferibilmente utile chiedere un consiglio tecnico a Tadaah che provvederà a dare il supporto tecnico necessario prima dell’acquisto.
Perché vengono eseguite le fresature per sedi delle viti a brugola
Questa lavorazione viene utilizzata per la riduzione degli ingombri di gruppi di montaggio, rendere perfettamente nascoste le teste dalla sporgenza delle superfici. Il vantaggio è molteplice e si può riassumere brevemente in:
Aumento della sicurezza. Questo tipo di lavorazione permette ad esempio di unire giunti rotanti evitando che la sporgenza delle viti diventi un ulteriore appiglio o uncino che possa ferire l’operatore.
Abbellimento estetico dei gruppi di montaggio Non essendo sporgenti le viti, esteticamente i gruppi di montaggio si presentano con un abbellimento estetico più lineare e uniforme
Punto di appoggio e riferimento per le superfici. Nel caso le superfici vengano lavorate dalle macchine utensili, la lavorazione della sede permette di poter utilizzare la faccia della superficie per l’appoggio, manipolazione dei gruppi montati senza appigli causati dalla sporgenza della testa delle viti.
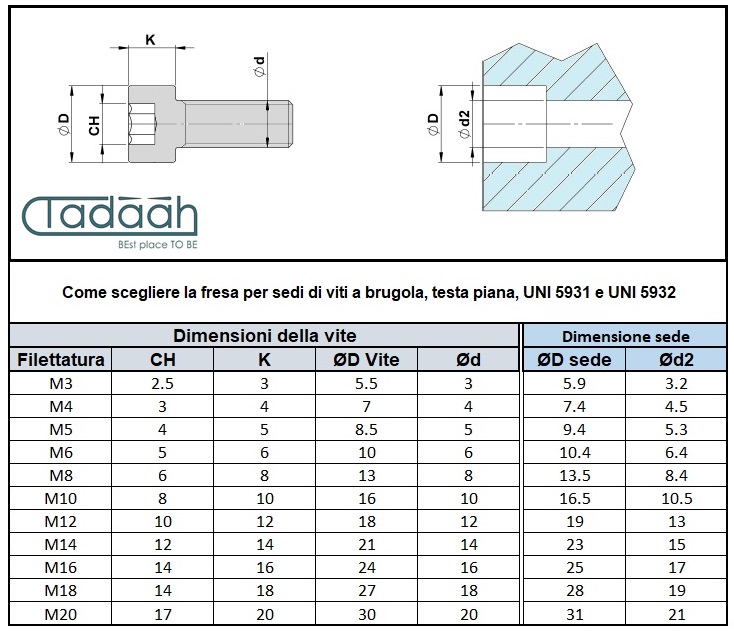
SUGGERIMENTO TECNICO. Lo spessore della testa corrisponde esattamente al diametro nominale della vite (esempio: Vite M8, diametro nominale d=8, spessore testa t=8)
Di seguito in basso abbiamo realizzato una scheda informativa con suggerimenti utili all’operatore.
- Costruttore:
- UTENSILERIA OSSOLANA
- Materiale Tagliente:
- HSS-E
- Tipologia:
- Lamatore
- Tipo di Codolo o gambo:
- Cilindrico
